この紹介論文は「DAAAM International Scientific Book 2015」に発表された「A Critical Review of Friction Stir Welding Process」論文に基づいています。
1. 概要:
- タイトル: A Critical Review of Friction Stir Welding Process
- 著者: Verma, S. M. & Misra, J.P.
- 発表年: 2015
- 発表学術誌/学会: DAAAM International Scientific Book 2015
- キーワード: Solid-state welding, friction stir welding, preheating, quenching, nano-particle inclusion
2. 要旨:
摩擦攪拌接合(FSW)は、航空宇宙、海洋、宇宙船、自動車などの製造業において、異なる金属合金や非金属を接合するために急速に普及している永続的な固相接合プロセスです。現在のシナリオでは、金属合金の溶接は、融接プロセスに対する独特の特徴、すなわち気孔欠陥の減少、熱影響部(HAZ)の減少、シールドガスの不要、環境に優しい、歪みの減少などにより、FSWに置き換えられています。この章では、摩擦攪拌接合のプロセス原理、冶金学的および機械的側面、予熱およびナノ粒子添加の効果など、摩擦攪拌接合の重要な側面について批判的評価が議論されました。FSWに関連する困難やその他の問題も、この分野で広範囲な研究を行うために世界の研究コミュニティにガイドラインを提供するために取り上げられています。
3. 序論:
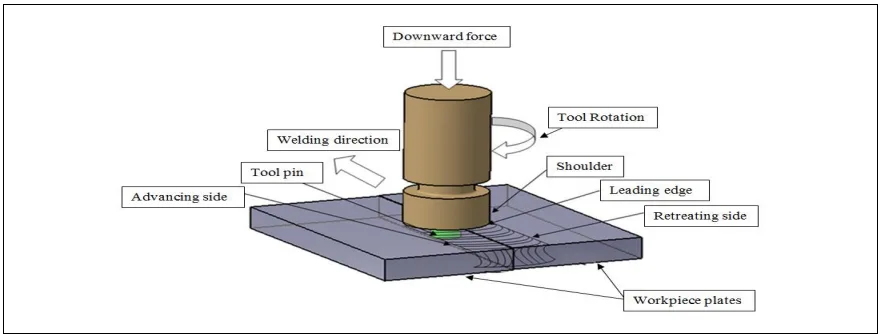
溶接業界は19世紀以降大きく発展し、当初は融接技術が主流でした。しかし、融接は広い熱影響部、凝固欠陥、機械的性質の低下などの課題を提示します。特にアルミニウムやマグネシウムなどの反応性元素については、従来の融接方法の限界により、固相溶接技術、特に摩擦攪拌接合(FSW)の開発が必要でした。FSWは1991年にThe Welding Institute(TWI)のWayne Thomasと同僚によって発明され、工作物を溶融させることなく90%欠陥のない接合部を生成します。この技術は宇宙船製造において接合強度を30%~50%増加させ、製造時間を23日から6日に短縮することが実証され、FSWをグリーンテクノロジーとして確立しました。
4. 研究の要約:
研究テーマの背景:
従来の融接技術は、広い熱影響部、凝固欠陥、歪み、機械的性質の低下などの限界を抱えています。これらの問題は、高い強度対重量比により航空宇宙、海洋、自動車産業でますます使用されているアルミニウムおよびマグネシウム合金などの反応性元素を溶接する際に特に顕著です。
既存研究の現状:
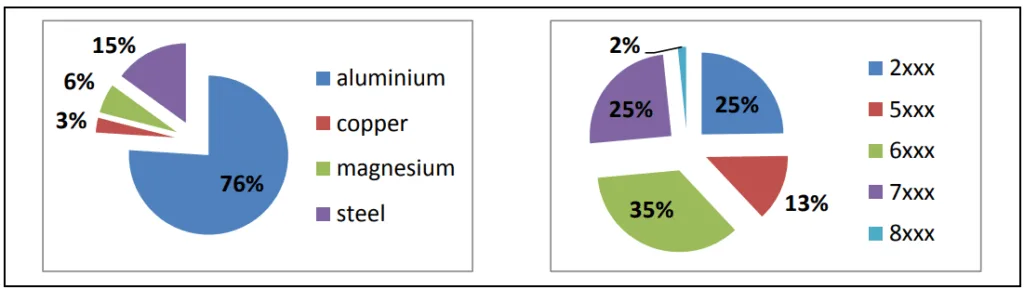
論文は様々な材料にわたるFSWの広範囲な研究を検討し、研究の76%がアルミニウム合金に集中し、15%が鋼、6%がマグネシウム、3%が銅に関するものです。研究は工具形状効果、プロセスパラメータ最適化、微細構造解析、様々な合金システムでの機械的性質評価など、様々な側面をカバーしています。
研究の目的:
この研究は摩擦攪拌接合プロセスの包括的で批判的なレビューを提供し、プロセス原理、冶金学的および機械的側面、予熱およびナノ粒子添加の効果をカバーし、この分野の将来の研究を導くために現在の研究のギャップを特定することを目的としています。
核心研究:
論文はアルミニウム合金、鋼、銅、マグネシウム、異種金属を含む様々な材料カテゴリーにわたるFSW研究を体系的に検討し、プロセスパラメータ、工具形状効果、微細構造変化、機械的性質を分析します。
5. 研究方法論
研究設計:
この研究は包括的な文献レビュー方法論を用い、1991年のFSW発明から2015年まで発表されたFSW研究を体系的に分析します。
データ収集・分析方法:
著者らは様々な学術誌や会議から研究論文を収集・分析し、材料タイプ、プロセスパラメータ、研究焦点分野別に分類しました。「Fig. 5.Comparative study of published research work on FSW」に示されるように比較分析が実施されました。
研究テーマと範囲:
レビューはアルミニウム合金(2xxx、5xxx、6xxx、7xxx、8xxxシリーズ)、鋼、銅、マグネシウム、チタン、プラスチック、異種金属組み合わせを含む多様な材料でのFSW適用と、ナノ粒子添加および予熱効果のような高度なトピックをカバーします。
6. 主要結果:
主要結果:
レビューはFSWが融接と比較して優れた機械的性質を生成し、接合部が向上した引張強度、延性、疲労、破壊靭性を示すことを確認しました。工具回転速度、送り速度、スピンドル傾斜角を含むプロセスパラメータが接合品質に大きく影響します。工具形状、特にピンとショルダー設計は材料流動と熱生成において重要な役割を果たします。論文はまた、予熱とナノ粒子添加が接合特性をさらに向上させる可能性を強調しています。
図表名リスト:
- Fig. 1. Principle of friction stir welding (Backer and Bolmsjo, 2014)
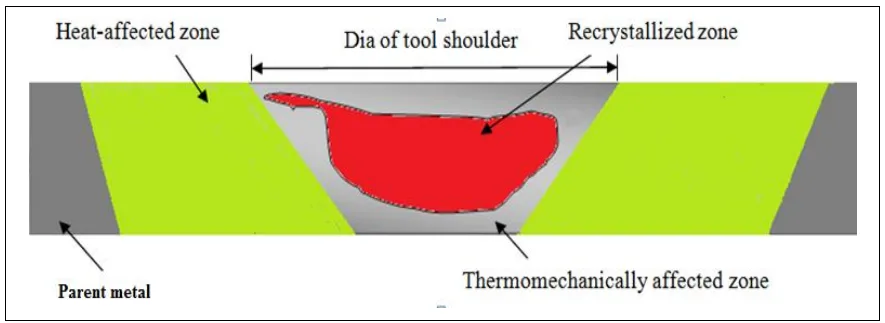
- Fig. 2. Microstructural regions of friction stir welding (Mahoney et al., 1998)
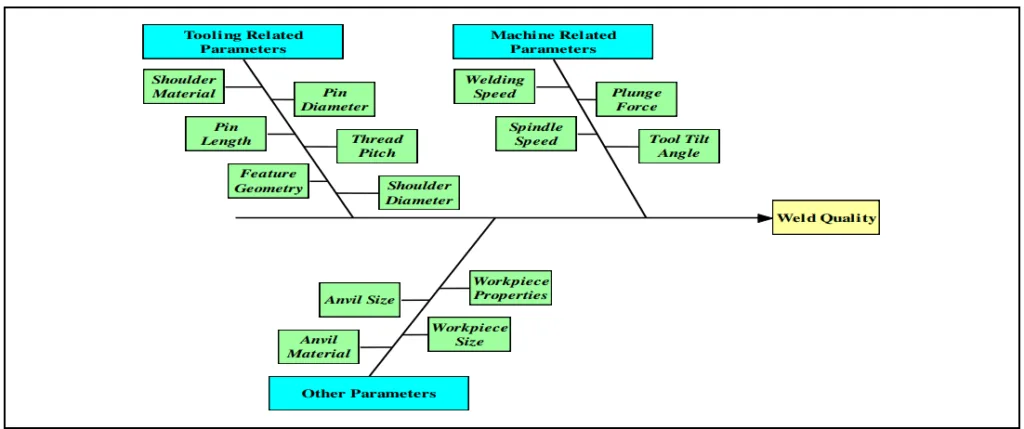
- Fig. 3. Cause and effect diagram for friction stir welding process
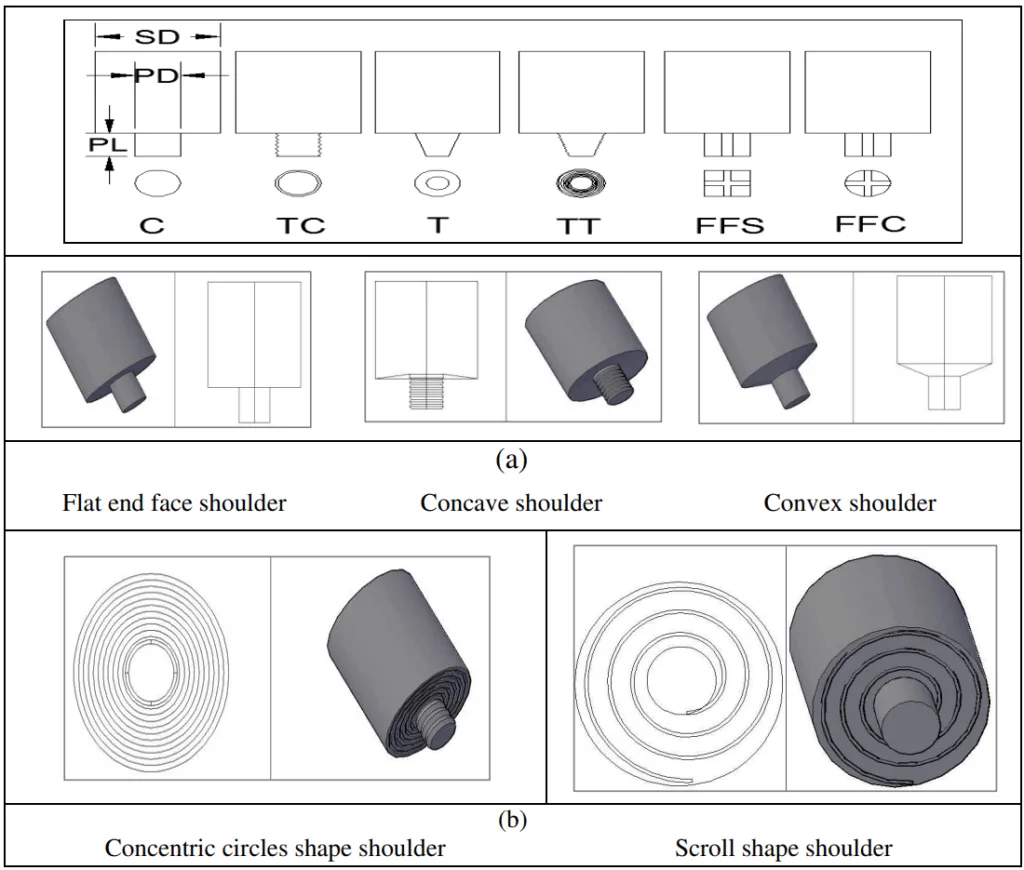
- Fig. 4. (a) FSW tool with different pin geometry (C: Cylindrical; TC: Threaded cylindrical; T: Tapered; TT: Threaded taper; FFS: Four flute square; FFC: Four flute cylindrical)(b) FSW tools with different shoulder geometry
- Fig. 5.Comparative study of published research work on FSW
7. 結論:
FSWは低歪み、アークと溶加材の不要、減少したHAZ、スパッタと気孔欠陥からの自由などの独特な特性により、融接の優れた代替として現れます。このプロセスはアルミニウム、マグネシウム、銅、鋼、亜鉛、ニッケル合金、プラスチックを含む同種または異種金属接合に適しています。しかし、複合材料のFSW、プロセスパラメータ相互作用の詳細研究、トライボロジー挙動解析、プロセス最適化のための数学的モデル開発など、複数の分野でさらなる研究が必要です。
8. 参考文献:
[論文はAl-jarrah et al. (2014)からZhou et al. (2015)まで、アルファベット順に列挙された89の参考文献を含み、様々な国際学術誌や会議からのFSWに関する包括的な研究をカバーしています]
9. 著作権:
- この資料は「Verma, S. M. & Misra, J.P.」の論文です。「A Critical Review of Friction Stir Welding Process」に基づいています。
- 論文出典: DOI: 10.2507/daaam.scibook.2015.22 この資料は上記論文に基づいて要約されたものであり、商業目的での無断使用を禁止します。 Copyright © 2025 CASTMAN. All rights reserved.
論文要約:
この包括的なレビュー論文は、従来の融接方法の限界に対処する革新的な固相接合技術として摩擦攪拌接合(FSW)を検討しています。著者らは1991年から2015年までの研究発展を体系的に分析し、プロセス原理、材料適用、技術的進歩をカバーしています。論文はFSWが欠陥減少、機械的性質向上、環境的利点など重要な利点を提供する一方で、将来の研究が必要な主要な研究ギャップを特定することを示しています。
研究に関する重要な質問と回答:
Q1. 摩擦攪拌接合が従来の融接プロセスに対して持つ主な利点は何ですか?
A1. 「A Critical Review of Friction Stir Welding Process」によると、FSWは気孔欠陥の減少、熱影響部(HAZ)の減少、シールドガスの不要、環境に優しい性質、融接プロセスと比較した歪みの減少などの独特な特性を提供します。
Q2. FSW適用で最も広範囲に研究された材料は何ですか?
A2. 論文の「Fig. 5.Comparative study of published research work on FSW」に基づくと、産業応用と融接時に経験する困難により、研究作業の76%がアルミニウムに集中しており、続いて鋼15%、マグネシウム6%、銅3%の順です。
Q3. FSW中に形成される主要な微細構造領域は何ですか?
A3. 「Fig. 2. Microstructural regions of friction stir welding (Mahoney et al., 1998)」に示されるように、FSW接合部は4つの異なる領域を含みます:母材(影響なし)、熱影響部(HAZ)、熱機械影響部(TMAZ)、およびナゲット部または攪拌部(完全再結晶化部)。
Q4. 工具形状がFSWプロセス性能にどのような影響を与えますか?
A4. 「A Critical Review of Friction Stir Welding Process」の研究方法論セクションによると、「Fig. 4」に示されるように、FSW工具形状、特にピンとショルダー設計は攪拌される材料の量と摩擦熱生成を調節し、健全な溶接部を得るための決定要因となります。
Q5. 予熱がFSW接合品質向上においてどのような役割を果たしますか?
A5. 論文のセクション3.6で述べられているように、予熱は材料を軟化させ、攪拌部での材料流動を増加させ、溶接力を減少させて効率を向上させ、FSW接合部が従来のFSWと比較して8%の強度増加を示し、同時に工具摩耗を減少させて工具寿命を延長します。
Q6. 将来のFSW研究のために特定された主要な研究ギャップは何ですか?
A6. 「A Critical Review of Friction Stir Welding Process」の結論セクションでは、注意が必要な複数の分野を特定しています:合金、プラスチック、複合材料に関する限定的研究;プロセスパラメータ相互作用の不十分な研究;材料流動メカニズムと工具設計の不適切な理解;そしてプロセス最適化のための数学的モデルの欠如。