本入門論文の内容は、'Massachusetts Institute of Technology'が発行した'DESIGN FOR MANUFACTURABILITY OF A HIGH-PERFORMANCE INDUCTION MOTOR ROTOR'論文に基づいています。
1. 概要:
- タイトル: 高性能誘導電動機ローターの製造可能性設計 (DESIGN FOR MANUFACTURABILITY OF A HIGH-PERFORMANCE INDUCTION MOTOR ROTOR)
- 著者: Christopher P. Brown
- 出版年: 1996年
- ジャーナル/学会: マサチューセッツ工科大学 機械工学科 修士論文
- キーワード: 誘導電動機、ローター、製造可能性設計、拡散接合、高性能、製造プロセス、インベストメント鋳造、かご形巻線、Aermet 100、クロム銅。
2. 要約:
本研究では、電気誘導電動機を製造する従来の産業および研究開発(R&D)企業の最先端の製造慣行に関する研究を行います。現在の工業プロセスでは高性能モーターを製造できず、現在のR&Dプロセスはコストがかかりすぎるという事実が明らかになりました。かご形誘導電動機の回転子を製造するための新しい製造プロセスが開発されました。新しいプロセスは、高性能を低コストで提供することにより、研究で提起された問題に対処します。
提示された誘導回転子製造プロセスは、手動で組み立てられ、その後接合される部品を製造するために、ネットシェイププロセスを使用することを含みます。押し出しクロム銅棒とエンドリングで構成されるかご形巻線が使用されます。インベストメント鋳造は、高強度Aermetでコアを製造するために使用されます。インベストメント鋳造を効果的に使用し、組み立てを容易にするには、モーターの磁気コアスロットを開く必要があることを示しています。材料を変更し、スロットを開く際のモーター性能への影響を分析します。かご形、インペラー、およびシャフトは、コアに手動で組み立てることができます。次に、アセンブリは拡散接合プロセスを使用して結合されます。Cr-Cu/Aermet拡散結合の実現可能性は実験的に検証されています。
製造プロセスを設計および最適化するための体系的な方法が提示されます。これは、回転子プロセス設計の経験に基づいています。
3. 研究概要:
研究テーマの背景:
高速、高出力密度の電気機械は、ターボ機械、機械加工、HVACシステム、電気自動車など、さまざまな用途で大幅な性能上の利点を提供します。これらの機械は、サイズと重量を削減しながら、効率を高めます。電力エレクトロニクスの最近の進歩により、モーター制御と可変速ドライブが改善され、最適化されたモーター設計の必要性がさらに高まっています。
先行研究の現状:
誘導電動機回転子の従来の工業製造慣行は、強度、電気的性能、および寸法精度の点で制限されています。ケイ素鉄やアルミニウムなどの材料が一般的に使用されますが、達成可能な速度と出力密度を制限します。SatCon Technology Corporationなどの研究開発努力は、Aermet 100やGlidcopなどの高性能材料を調査しましたが、現在はコストのかかる機械加工プロセスを使用して形成されています。
研究目的:
本研究の目的は、現在の産業およびR&D慣行の限界に対処し、高性能誘導電動機回転子のための費用対効果の高い製造プロセスを開発することです。この研究は、部品品質(材料特性と形状)とコストの面でプロセスを最適化することを目的としています。
コア研究:
本研究のコアは、新しい製造プロセスを開発することです。
この研究は、高出力密度誘導電動機の回転子アセンブリに焦点を当てています。既存の方法および既存のプロトタイプ設計と比較して、性能を改善し、コストを削減するために、代替材料および製造プロセスを調査します。重要な側面は、アセンブリのためのネットシェイプ製造技術と拡散接合の探求です。
4. 研究方法論
研究デザイン:
この研究では、分析モデリング、実験検証、およびコスト分析の組み合わせを採用しています。機能分解、材料とプロセスの選択、コスト見積もりなど、製造プロセス設計への体系的なアプローチに従います。
データ収集と分析方法:
- 分析モデリング: Matlabコード(SatConによって開発)は、誘導電動機の電磁性能をモデル化し、設計変更(例えば、回転子スロットの開放)の影響を評価するために使用されます。ANSYSを使用した有限要素解析(FEA)は、機械的および熱的応力を分析するために使用されます。
- 実験的検証: 拡散接合実験は、クロム銅とAermet 100の接合の実現可能性を検証するために実施されます。
- コスト分析: 提案された製造プロセスのコストを見積もり、既存の方法と比較するために、ベンダーの見積もりと機械加工時間の計算が使用されます。
研究テーマと範囲:
この研究は、回転子アセンブリの製造プロセスに焦点を当て、特に以下に対処します。
- 磁気コア: 材料選択(Aermet 100)、ネットシェイプ製造(インベストメント鋳造)、および開スロットが性能に与える影響。
- かご形巻線: 材料選択(クロム銅)、製造(押出)、およびアセンブリ(拡散接合)。
- シャフトとインペラー: 材料選択(410ステンレス鋼)と製造(インペラーの鋳造、シャフトの棒材)。
- 回転子アセンブリ: 拡散接合プロセスパラメータと実現可能性。
- コスト見積もり: 提案されたプロセスと従来およびプロトタイプの製造方法との比較。
5. 主要な結果:
主要な結果:
- 高性能誘導電動機回転子のための新しい製造プロセスが開発され、Aermet 100コアにはインベストメント鋳造、クロム銅かご形巻線には押出、アセンブリには拡散接合を利用しています。
- 磁気コアのスロットを開くことは、鋳造プロセスに不可欠であり、性能への影響はわずかです。
- 拡散接合は、クロム銅かご形巻線をAermet 100コアに接合するための実行可能な方法であり、十分な強度と導電性を提供します。
- 提案されたプロセスは、既存のプロトタイプ製造方法と比較して大幅なコスト削減を提供します(回転子あたり約10,000ドルから275ドルへ)。
- 製造プロセス設計のための体系的な方法が提示されます。
shown
![Figure 3.17. Schematic of the diffusion bonding process [20]](https://castman.co.kr/wp-content/uploads/image-1739-png.webp)
図表リスト:
- 図1.1 - クライスラー社向けに製造されたSatConトラクションモーター
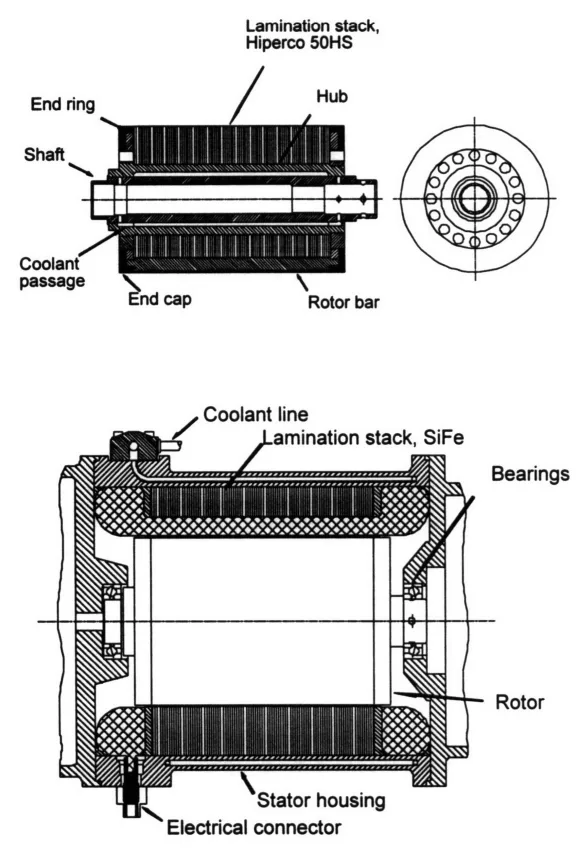
- 図1.2 - 典型的な誘導電動機アセンブリの概略図
- 図1.3 - 強磁性材料の周りのいくつかの電流ターンの磁場
- 図1.4 - 3つの位相a、b、およびcを示す固定子の概念図
- 図1.5 - 3つの位相が放射状に配向された回転磁場をどのように生成するかを示す図
- 図1.6 - 1つのスロットの電磁相互作用を示す誘導回転子の概略図
- 図2.1 - 従来の回転子製造シーケンス
- 図2.2 - 典型的な完全組み立て回転子
- 図2.3 - プログレッシブダイシーケンス
- 図2.4 - 空冷式モーター用インペラー
- 図2.5 - 水冷式モーター用Barskyポンプ
- 図3.1 - 高性能誘導回転子のための最終的な新しい製造シーケンス
- 図3.2 - 回転子アセンブリの分解図
- 図3.3 - スターター/ジェネレーターモーターの磁気コア
- 図3.4 - 一体型機械加工シャフトを備えたトラクションモーターの磁気コア
- 図3.5 - 元のコアと開スロットコアの断面の比較
- 図3.6 - 閉スロットコアの典型的な壁寸法(スターター/ジェネレーター形状)
- 図3.7 - 電気機械における漏れ磁束の概念を示す図
- 図3.8 - スロットモデルの形状
- 図3.9 - 開スロットによる磁束集中
- 図3.10 - 開スロットの歯の磁束密度対スロット幅
- 図3.11 - 開スロットの効率対スロット幅
- 図3.12 - 開スロットの力率対スロット幅
- 図3.13 - スターター/ジェネレーターの代表的な寸法を使用した一体型シャフト/コア
- 図3.14 - 缶詰回転子アセンブリ
- 図3.15 - バーとエンドリングがコアに組み立てられた部分アセンブリ
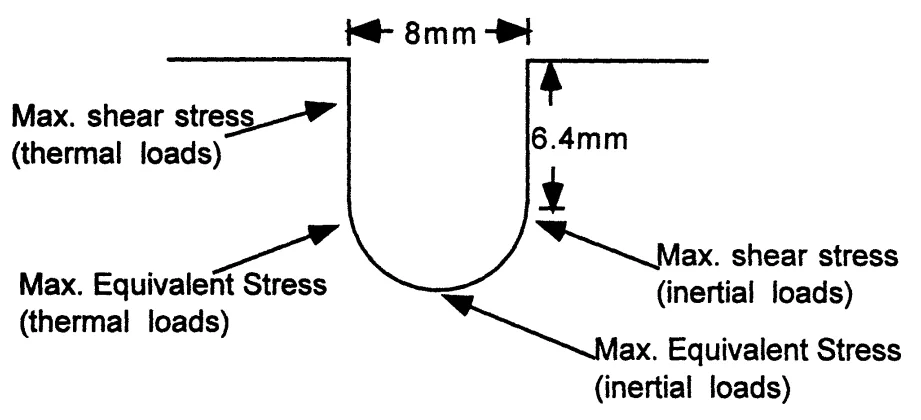
- 図3.16 - 最大応力位置が示されたFEAで使用されるスロット形状
- 図3.17 - 拡散接合プロセスの概略図
- 図3.18 - Cr-Cu/Aermetシステムにおける可融性中間層を使用した拡散接合
6. 結論:
主要な結果の要約:
この研究は、高性能誘導電動機回転子のための新しい、費用対効果の高い製造プロセスを開発することに成功しました。主な革新には、Aermet 100コアのインベストメント鋳造、クロム銅かご形巻線の押出、およびアセンブリの拡散接合の使用が含まれます。回転子スロットを開くことは鋳造プロセスに不可欠であり、性能への影響は管理可能です。新しいプロセスは、以前の方法と比較して製造コストを大幅に削減します。
研究の限界
- 拡散接合プロセスパラメータは完全に最適化されていません。
- Aermet 100の熱処理は、磁気特性ではなく破壊靭性に最適化されています。
7. 今後のフォローアップ研究:
フォローアップ研究の方向性:
- 最も強くて信頼性の高い結合を達成するために、拡散接合プロセスパラメータ(温度、圧力、時間、中間層の厚さ)を最適化します。
- 拡散接合のための代替中間層材料を調査します。
さらなる探求分野:
- 磁気透過率と飽和誘導を改善するために、Aermet 100の熱処理を調査および最適化します。
- 開発された製造プロセスを他のタイプの電気機械に適用することを検討します。
- 拡散接合された回転子アセンブリの長期的な信頼性と性能に関するより詳細な分析を実施します。
8. 参考文献:
- (上記英語で提供された参考文献リストと同じ)
9. 著作権:
- この資料は、「Christopher P. Brown」による「高性能誘導電動機回転子の製造可能性設計」論文に基づいています。
- 論文の出典: [DOI URLはドキュメントに提供されていません。]
この資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁止されています。
Copyright © 2025 CASTMAN. All rights reserved.