この紹介論文は、Elsevier が発行した["高張力鋼とダイカストアルミニウムのセルフピアシングリベット接合におけるプロセスパラメータと熱処理の影響"]論文の研究内容です。
1. 概要:
- タイトル: 高張力鋼とダイカストアルミニウムのセルフピアシングリベット接合におけるプロセスパラメータと熱処理の影響
- 著者: Chao Wang, Zhanpeng Du, Aiguo Cheng, Zhicheng He, Hailun Tan, Wanyuan Yu
- 出版年: 2023
- 掲載ジャーナル/学会: Journal of Materials Research and Technology
- キーワード: セルフピアシングリベット、ダイカストアルミニウム、割れメカニズム、接合性、機械的応答
2. 概要(Abstract)
自動車の軽量化技術の発展において、鋼/ダイカストアルミニウム合金の適用は必然的な傾向です。セルフピアシングリベット(SPR)の接合プロセスは、車体の衝突安全性を保証するための重要な技術です。しかし、ダイカストアルミニウムは延性が低いため、ジョイントボタンに割れが発生しやすいという問題があります。本論文では、割れメカニズムを調査し、割れ抑制方法を検討することにより、SPR接合性を改善することを目的としています。鋼/ダイカストアルミニウム合金を用いたSPRの割れ抑制と成形品質に及ぼす熱処理、プロセスパラメータの影響を調査するために、パラメトリックスタディを実施しました。その結果、適切な熱処理、すなわちAlSi10MnMg-T6およびAlSi10MnMg-T7により、伸びが大きく、降伏強度が低いほどSPR接合性が向上することが示されました。一方、ダイの深さと直径は、割れの発生と成形品質に影響を与える主な要因です。据込みプロセスと同様に、リベット接合プロセスでは、接線引張応力が底面に発生し、底面に割れが発生します。本論文では、SPRジョイントのジョイント品質と機械的応答に及ぼす熱処理と積層方向の影響をさらに検討します。下板の引裂破壊は、鋼-アルミニウムジョイント(鋼が上板)の破壊を引き起こす主な要因です。熱処理は主にエネルギー吸収値に影響し、ピーク力への影響は比較的小さいです。鋼-アルミニウムジョイントの機械的特性は、アルミニウム-鋼ジョイント(アルミニウムが上板)よりも優れています。
3. 研究背景:
研究テーマの背景:
- 軽量化は、自動車産業において省エネルギーと排出ガス削減を達成するための喫緊の課題です[1]。
- 車体(BIW)におけるアルミニウムと高張力鋼のハイブリッド使用は、軽量化のための実用的な方法です[2,3]。
- ダイカストアルミニウム部品は、車両重量を削減することができます[2,3]。
先行研究の状況:
- 抵抗スポット溶接(RSW)は、鋼-アルミニウム板の接合には適していません[4]。
- セルフピアシングリベット(SPR)は、アルミニウムおよび複合材料の軽量構造の主要な接合プロセスです[5]。
- 先行研究では、プロセスパラメータ(板厚、リベット長、ダイ形状)がSPRジョイントの品質と強度に及ぼす影響を調査しています[6,7,8,9,10,11,12,13]。
- ダイカストアルミニウム底板の割れは、耐食性とジョイント強度に影響を与える重大な課題です[14-17]。
- 割れを低減する既存の方法には、プロセスパラメータの最適化、延性材料の追加、新しいSPRプロセス(F-SPR、L-SPR、TA-SPR)が含まれます[15,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34]。
- 熱処理は、鋳造アルミニウム合金の機械的特性に影響を与える可能性があります[35,36,37]。
研究の必要性:
- プロセスパラメータと熱処理が割れと成形品質に及ぼす複合的な影響に関する研究は限られています。
- 低延性ダイカストアルミニウムに適した汎用性の高いリベットとダイを選択する方法は明確ではありません。
- プロセスパラメータと熱処理の複合的な効果に関する包括的な検討が不足しています。
- 熱処理および非熱処理材料の影響を調査する必要があります。
4. 研究目的と研究課題:
研究目的:
- 鋼/ダイカストアルミニウムのSPRにおける割れメカニズムを調査する。
- 割れ抑制方法を検討することにより、SPR接合性を改善する。
- 適切なプロセスパラメータと熱処理を使用して、ダイカストアルミニウム部品の割れを解決する。
- 機械的応答に対する熱処理と積層方向の影響を調査する。
主要な研究:
- リベット長、ダイ直径、ダイ深さ、および熱処理がジョイント品質に及ぼす影響。
- 顕微鏡を使用した割れ発生メカニズムの分析。
- SPRジョイントの機械的応答に対する熱処理と積層方向の影響。
5. 研究方法
- 研究デザイン: パラメトリックスタディ、実験的調査。
- 材料: 高張力鋼HC340/590DP(厚さ1.6mm)、ダイカストアルミニウムAlSi10MnMgおよびJDA1b(厚さ3.0mm)。化学組成は表1に詳細に説明されています。材料特性は表3にあります。
- 熱処理: AlSi10MnMgに対して3つの熱処理条件(T5、T6、T7)を使用し、表2に示しています。
- リベット接合の詳細: サーボSPRシステム(EPRESS GmbH)、荷重制御モード、最大リベット接合力80kN、リベット接合速度100mm/s。ボロンスチール(H5)製の半管状リベット。さまざまなパラメータ(表5、図2)を持つ3つのタイプのダイ(フラットダイI、フラットダイII、ピップダイ)。
- 実験設定: アルミニウムを下板として使用。表4の詳細な分析スキーム。
- データ収集:
- さまざまなパラメータ(リベット長、ダイ直径、ダイ深さ、熱処理)を使用したリベット接合実験。
- 金属顕微鏡および走査型電子顕微鏡(SEM)分析。
- 万能試験機(ETM105D)を使用した準静的試験(せん断、剥離、十字引張)(3mm/min)。
- 分析方法:
- ジョイント品質評価:成形品質(リベットヘッド高さ、アンダーカット、底面厚さ、残留厚さ-図3(a)、表6)および外観品質(割れグレード-図4)。
- 接合性マトリックス(図6)。
- 割れメカニズムの分析。
- 機械的特性(ピーク力、エネルギー吸収)の比較。
6. 主要な研究結果:
主要な研究結果と提示されたデータ分析:
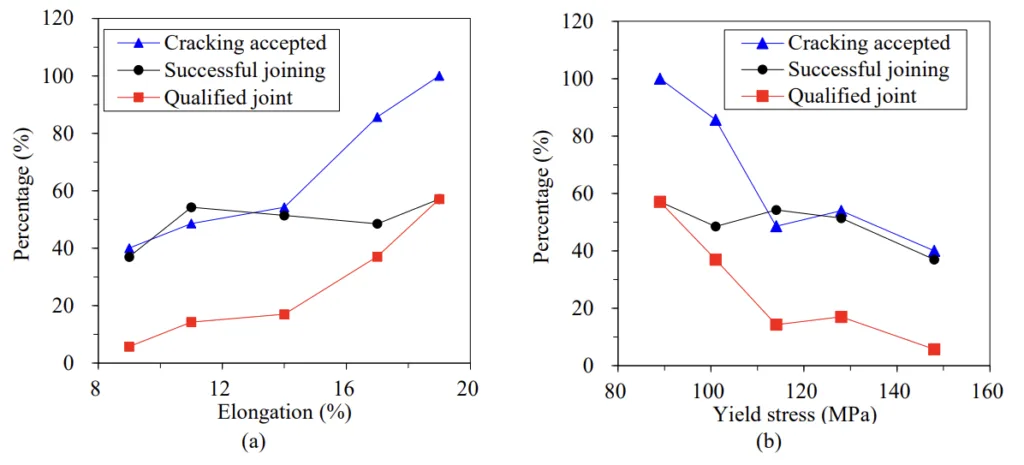
- 接合性: 熱処理(AlSi10MnMg-T6、AlSi10MnMg-T7)により、伸びが大きく、降伏強度が低いほどSPR接合性が向上します(図8)。
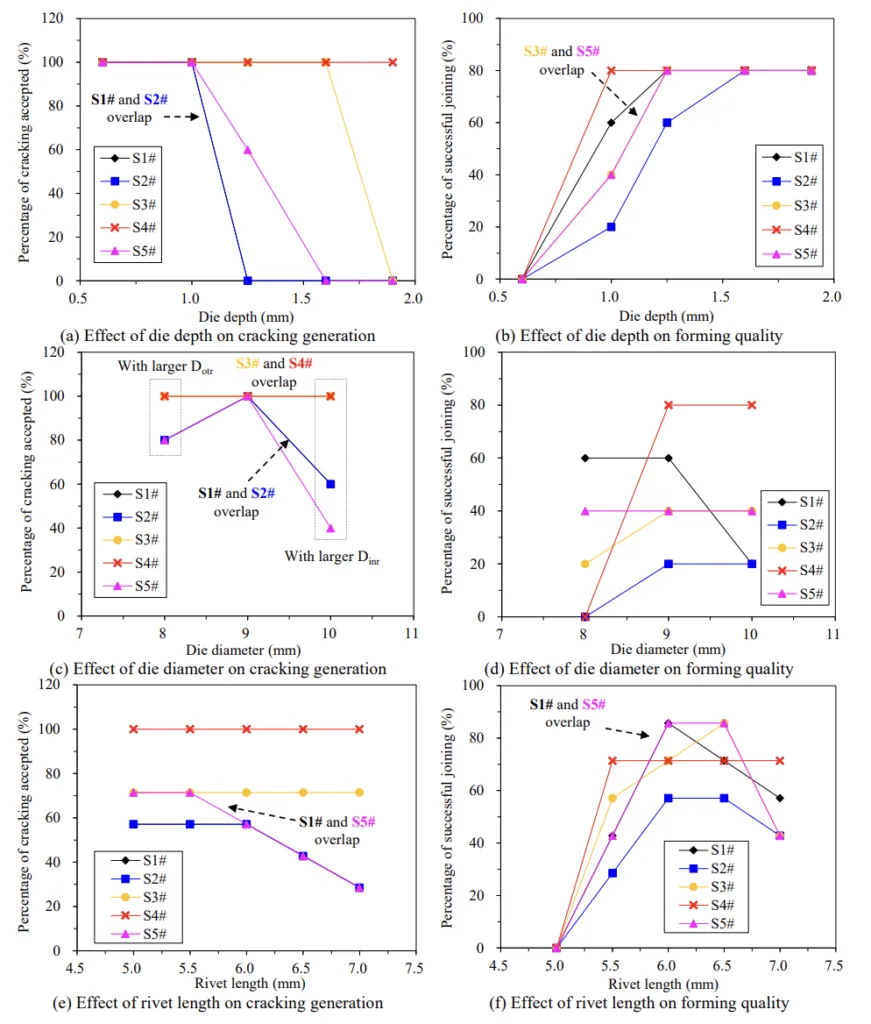
- ダイの深さと直径: ダイの深さと直径は、割れの発生と成形品質に大きく影響します(図9)。深さと直径が大きいほど、成形品質は向上しますが、割れのリスクは増加します。
- リベット長: リベット長は、割れの発生に比較的小さな影響を与えます。適切なリベット長(6.0〜6.5mm)は、成形品質を向上させることができます。
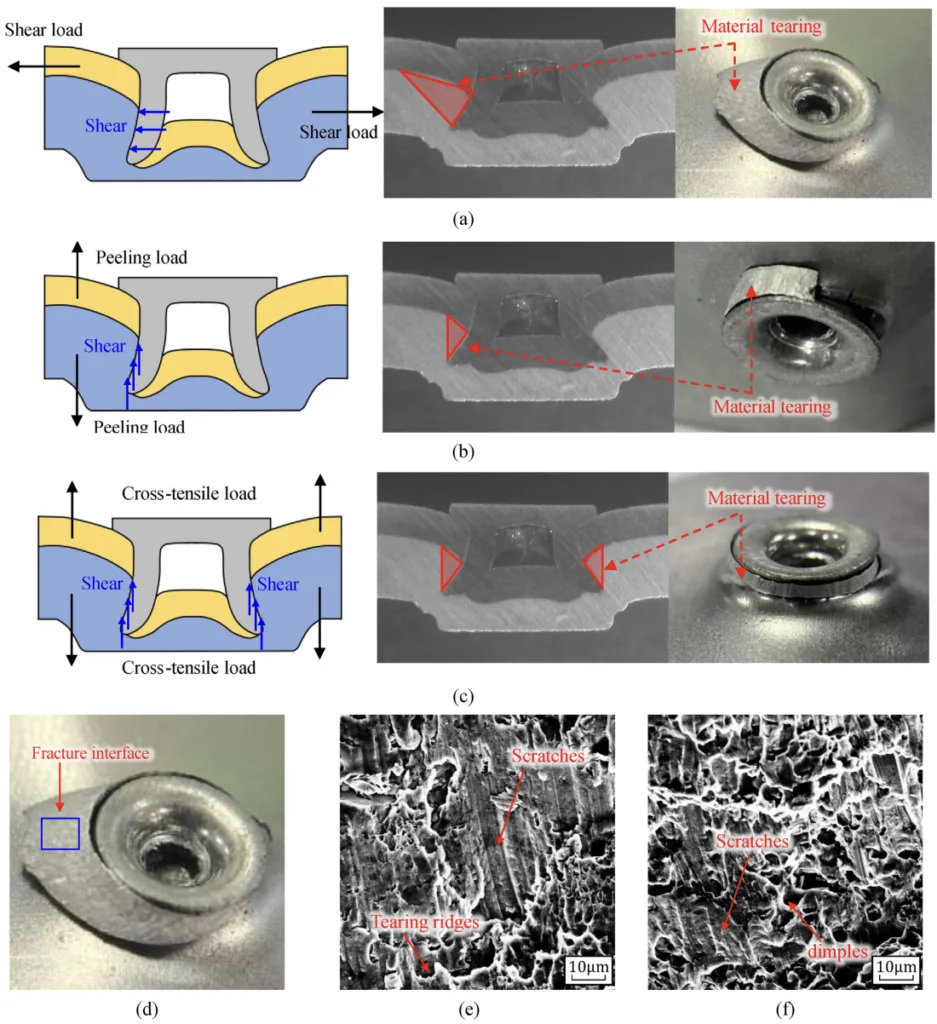
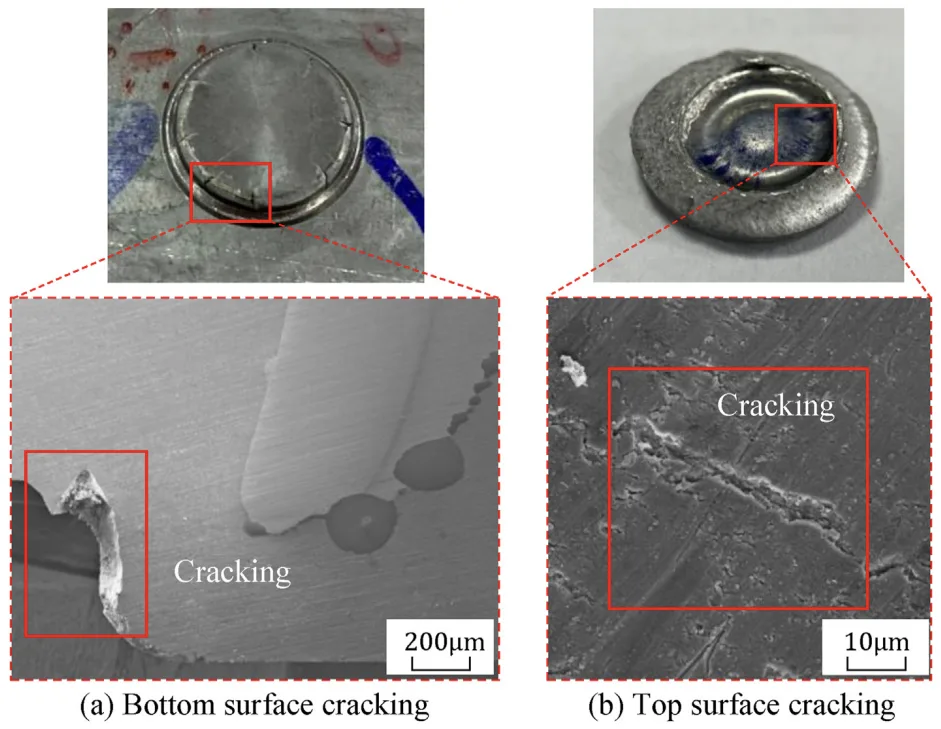
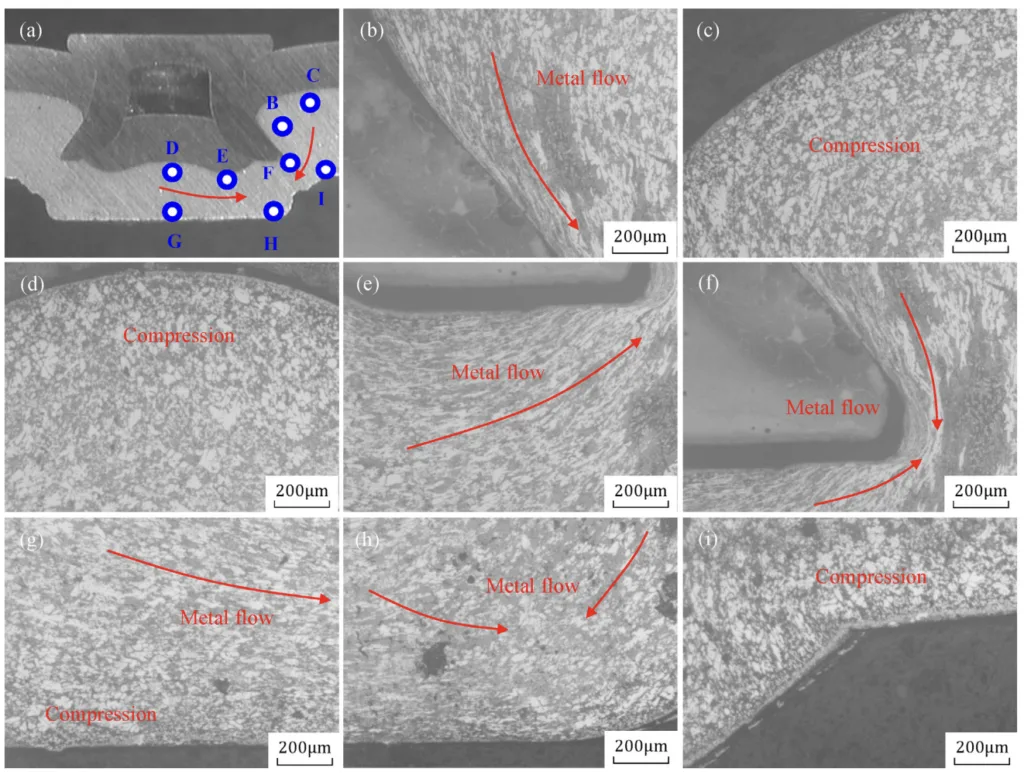
- 割れメカニズム: リベット接合中に底面に発生する接線引張応力は、割れを引き起こします(図11、図12、図13、図14、図15)。
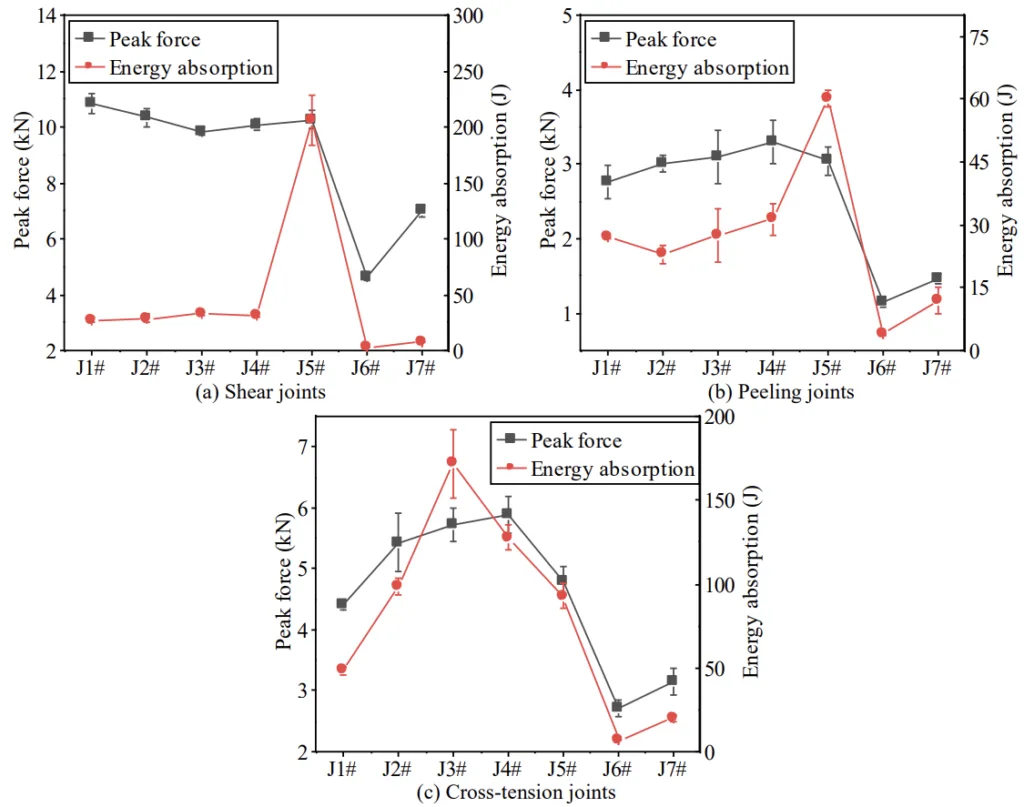
- 積層方向: 鋼-アルミニウムジョイント(鋼が上、アルミニウムが下)は、アルミニウム-鋼ジョイントよりも優れた機械的特性を持っています(図20)。
- 熱処理効果: 熱処理は主にエネルギー吸収に影響し、ピーク力への影響は小さいです(図20)。
- 破壊モード: 下板の引裂破壊は、鋼-アルミニウムジョイント(鋼が上板)の破壊を引き起こす主な要因です。
図表リスト:
- 図1 セルフピアシングリベット接合装置。
- 図2 リベットとダイの外観と寸法パラメータ。
- 図3 成形品質の模式図。
- 図4 外観品質の模式図。
- 図5 SPRジョイントと準静的試験の幾何学的寸法。
- 図6 さまざまなリベットとダイの組み合わせによるジョイント品質。
- 図7 S4#のSPRジョイントの中央断面プロファイル。
- 図8 さまざまな伸びと降伏強度におけるジョイント品質。
- 図9 リベットとダイのパラメータがジョイント品質に及ぼす影響。
- 図10 ダイの寸法パラメータの選択:(a)深さ、(b)直径。
- 図11 底板の2種類の割れの特性。
- 図12 変形度に基づく3つの領域。
- 図13 SPRジョイントの断面の金属組織写真。
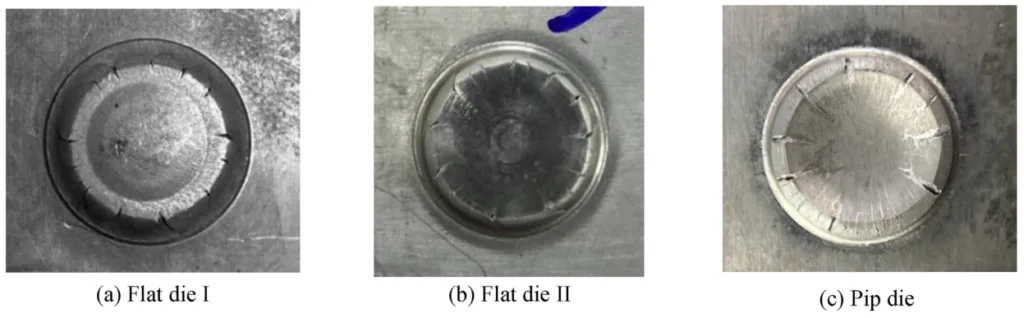
- 図14 3種類のダイの割れ特性。
- 図15 底面割れの模式図:(a)ピアシング、(b)フレアリング、(c)危険領域と安全領域。
- 図16 SPRジョイントの断面プロファイル、外観品質、成形品質(単位:mm)。
- 図17 準静的試験におけるSPRジョイントの静的破壊モード。
- 図18 破壊メカニズムとジョイントの微細形態:(a)せん断ジョイント、(b)剥離ジョイント、(c)十字引張ジョイント、(d)巨視的破壊、(e)ジョイントJ2#の拡大図、(f)ジョイントJ4#の拡大図。
- 図19 十字引張試験の底板破壊:(a)巨視的破壊、(b)ジョイントJ1#の拡大領域、(c)ジョイントJ2#の拡大領域、(d)ジョイントJ5#の拡大領域。
- 図20 さまざまな熱処理と積層方向を持つSPRジョイントの機械的特性。
7. 結論:
主要な調査結果の要約:
- 熱処理により、伸びが大きく、降伏強度が低いほどSPR接合性が向上します。
- ダイの深さと直径は、割れと成形品質に影響を与える重要な要素です。
- 割れは、底面の接線引張応力によって引き起こされます。
- 鋼-アルミニウムジョイントは、アルミニウム-鋼ジョイントよりも優れた機械的特性を持っています。
- 熱処理は主にエネルギー吸収に影響し、ピーク力には影響しません。
- 下板の引裂破壊は、鋼-アルミニウムジョイント(鋼が上板)の破壊を引き起こす主な要因です。
この研究は、鋼/ダイカストアルミニウムジョイントのSPRにおける割れメカニズムに関する詳細な理解を提供します。
接合性を改善し、割れを防止するための適切なプロセスパラメータと熱処理を選択するための実用的なガイダンスを提供します。
この研究結果は、鋼とダイカストアルミニウムの信頼性の高い接合を可能にすることにより、軽量自動車製造の進歩に貢献します。
8. 参考文献:
- [1] Duan LB, Xiao NC, Hu ZH, Li GY, Cheng AG. An efficient lightweight design strategy for body-in-white based on implicit parameterization technique. Struct Multidiscip O 2016;55:1927–43.
- [2] Niu ZC, Liu GY, Li T, Ji SX. Effect of high pressure die casting on the castability, defects and mechanical properties of aluminium alloys in extra-large thin-wall castings. J Mater Process Technol 2022;303:117525.
- [3] Lou M, Li YB, Wang Y, Wang B, Lai XM. Influence of resistance heating on self-piercing riveted dissimilar joints of AA6061-T6 and galvanized DP590. J Mater Process Technol 2014;214:2119–26.
- [4] Li DZ, Chrysanthou A, Patel I, Williams G. Self-piercing riveting-a review. Int J Adv Manuf Technol 2017;92:1777–824.
- [5] Sun X, Khaleel M. Performance optimization of self-piercing rivets through analytical rivet strength estimation. J Manuf Process 2005;7:83–93.
- [6] Zhao H, Han L, Liu YP, Liu XP. Quality prediction and rivet/die selection for SPR joints with artificial neural network and genetic algorithm. J Manuf Process 2021;66:574–94.
- [7] Wang DF, Kong DW, Xie C, Li SH, Zong L. Study on the effect of rivet die parameters on joint quality of self-piercing riveting employed 3D modeling and MCDM method. Int J Adv Manuf Technol 2022;119:8227–41.
- [8] Zhao H, Han L, Liu YP, Liu XP. Analysis of joint formation mechanisms for self-piercing riveting (SPR) process with varying joining parameters. J Manuf Process 2022;73:668–85.
- [9] Karathanasopoulos N, Pandya KS, Mohr D. An experimental and numerical investigation of the role of rivet and die design on the self-piercing riveting joint characteristics of aluminum and steel sheets. J Manuf Process 2021;69:290–302.
- [10] Liu YP, Li H, Zhao H, Liu XP. Effects of the die parameters on the self-piercing riveting process. Int J Adv Manuf Technol 2019;105:3353–68.
- [11] Du ZP, Duan LB, Jing LJ, Cheng AG, He ZC. Numerical simulation and parametric study on self-piercing riveting process of aluminium-steel hybrid sheets. Thin-Walled Struct 2021;164:107872.
- [12] Du ZP, Wei BL, He ZC, Cheng AG, Duan LB, Zhang G. Experimental and numerical investigations of aluminium- steel self-piercing riveted joints under quasi-static and dynamic loadings. Thin-Walled Struct 2021;169:108277.
- [13] Zhang XL, He XC, Xing BY, Wei WJ, Lu JW. Quasi-static and fatigue characteristics of self-piercing riveted joints in dissimilar aluminium-lithium alloy and titanium sheets. J Mater Res Technol 2020;9:5699–711.
- [14] Wang XY, Fang YD, Zhan ZF. A crack detection and evaluation method for self-piercing riveting. IMECE 2018;52170:V012T11A06.
- [15] Jäckel M, Grimm T, Niegsch R, Drossel W. Overview of current challenges in self-pierce riveting of lightweight materials. ICEM 2018;2:384–9.
- [16] Hu K, Jiang L, Zhan ZF, Wu F. Crack detection and evaluation method for self-piercing riveting button images based on BP neural network. IMECE 2021;85581:V004T04A21.
- [17] Ang HQ. An overview of self-piercing riveting process with focus on joint failures, corrosion issues and optimisation techniques. Chin J Mech Eng-En 2021;34:1–25.
- [18] Zhao XZ. Research on applying the self-pierce riveting (SPR) for die casting aluminum alloys. Purdue University; 2019. Dr.
- [19] Li DZ, Han L, Lu ZJ, Thornton M, Shergold M. Influence of die profiles and cracks on joint buttons on the joint quality and mechanical strengths of high strength aluminium alloy joint. Adv Mater Res 2012;548:398–405.
- [20] Jäckel M, Coppieters S, Hofmann M, Vandermeiren N, Landgrebe D. Mechanical joining of materials with limited ductility: analysis of process-induced defects. AIP Conf Proc 2017;1896:110009.
- [21] Neuser M, Kappe F, Busch M, Grydin O, Bobbert M. Joining suitability of cast aluminium for self-piercing riveting. IOP Conf Ser Mater Sci Eng 2021;1157:012005.
- [22] Neuser M, Kappe F, Ostermeier J, Krüger JT, Bobbert M. Mechanical properties and joinability of AlSi9 alloy manufactured by twin-roll casting. Adv Eng Mater 2022;24:2200874.
- [23] Liu YC, Wang G, Weiler J. Joining magnesium die casting using self-piercing riveting with a rivet receiver. SAE Techni Paper 2021:2021010275.
- [24] Drossel WG, Jaeckel M. New die concept for self-pierce riveting materials with limited ductility. Key Eng Mater 2014;611–612:1452–9.
- [25] Yang BX, Ma YW, Shan H, Niu SZ, Li YB. Friction self-piercing riveting (F-SPR) of aluminum alloy to magnesium alloy using a flat die. J Magnesium Alloys 2021;10:1207–19.
- [26] Li YB, Wei ZY, Wang ZZ, Li YT. Friction self-piercing riveting of aluminum alloy AA6061-T6 to magnesium alloy AZ31B. J Manuf Sci E-T Asme 2013;135:061007.
- [27] Ma YW, Yang BX, Hu SQ, Shan H, Geng Ph, Li YB, et al. Combined strengthening mechanism of solid-state bonding and mechanical interlocking in friction self-piercing riveted AA7075-T6 aluminum alloy joints. J Mater Sci Technol 2022;105:109–21.
- [28] Han SL, Li ZY, Wang ZY, Li Y. Review on joining processes of magnesium alloy sheets. Int J Adv Manuf Technol 2022;118:2787–803.
- [29] Ma YW, He GZ, Lou M, Li YB, Lin ZQ. Effects of process parameters on crack inhibition and mechanical interlocking in friction self-piercing riveting of aluminum alloy and magnesium alloy. J Manuf Sci E-T Asme 2018;140:101015.
- [30] Durandet Y, Deam R, Beer A, Song W, Blacket S. Laser assisted self-pierce riveting of AZ31 magnesium alloy strips. Mater Des 2010;31:S13–6.
- [31] Deng L, Lou M, Li YB, Carlson BE. Thermally assisted self- piercing riveting of aluminum AA6061-T6 to ultra-high strength steels. Inter Manuf Sci Eng Conf 2018;51364:V002T04A36.
- [32] Yang BX, Ma YW, Shan H, Li YB. A comparative study of self- piercing riveting and friction self-piercing riveting of cast aluminum alloy Al-Si7Mg. J Manuf Sci E 2023;145:0011003.
- [33] Klein T, Kirov G, Ucsnik S. Self-piercing riveting of medium- and high-strength Al and Mg alloy sheets enabled by in- process electric resistance heating. J Manuf Sci E-T Asme 2021;143:034502.
- [34] Deng L, Lou M, Li YB, Carlson BE. Thermally assisted self- piercing riveting of AA6061-T6 to ultrahigh strength steel. J Manuf Sci E-T Asme 2019;141:101006.
- [35] Mallick PK. Materials, design and manufacturing for lightweight vehicles. Woodhead publishing; 2020.
- [36] Zhao X, Meng D, Zhang JY, Han QY. The effect of heat treatment on die casting aluminum to apply self-pierce riveting. Int J Adv Manuf Technol 2020;109:2409–19.
- [37] Yarcu S, Huebner S, Yilkiran D, Brunotte K, Behrens BA, Schuchardt T, et al. Clinching of heated aluminum die casting. Congr Ger Acad Assoc Prod Tech 2021:85–93.
- [38] Haque R. Quality of self-piercing riveting (SPR) joints from cross-sectional perspective: a review. Arch Civ Mech Eng 2018;18:83–93.
- [39] Xie ZQ, Yan WM, Yu C, Mu TT, Song LL. Improved shear strength design of cold-formed steel connection with single self-piercing rivet. Thin-Walled Struct 2018;131:708–17.
- [40] Li DZ, Han L, Chrysanthou A, Shergold M, Williams G. The effect of setting velocity on the static and fatigue strengths of self-piercing riveted joints for automotive applications. TMS Annual Conference 2014:557–64.
- [41] Han L, Thornton M, Li DZ, Shergold M. Effect of setting velocity on self-piercing riveting process and joint behaviour for automotive applications. SAE Technical Paper 2010. 2010-01-0966.
- [42] Zhao H, Han L, Liu YP, Liu XP. Modelling and interaction analysis of the self-pierce riveting process using regression analysis and FEA. Int J Adv Manuf Technol 2021;113:159–76.
- [43] Ma YW, Lou M, Li YB, Lin ZQ. Effect of rivet and die on self- piercing rivetability of AA6061-T6 and mild steel CR4 of different gauges. J Mater Process Technol 2018;251:282–94.
- [44] Kajtoch J. Strain in the upsetting process. Metall Foundry Eng 2007;33:51–61.
- [45] Sahin M, Cetinarslan CS, Akata HE. Effect of surface roughness on friction coefficients during upsetting processes for different materials. Mater Des 2007;28:633–40.
- [46] Lin SY. An investigation of die-workpiece interface friction during the upsetting process. J Mater Process Technol 1995;54:239–48.
- [47] Lin YC, Chen MS. Numerical simulation and experimental verification of microstructure evolution in a three- dimensional hot upsetting process. J Mater Process Technol 2009;209:4578–83.
- [48] Lin YC, Chen MS, Zhong J. Numerical simulation for stress/ strain distribution and microstructural evolution in 42CrMo steel during hot upsetting process. Comput Mater Sci 2008;43:1117–22.
- [49] Kim C, Min KM, Choi H, Kim HJ, Lee MG. Development of analytical strength estimator for self-piercing rivet joints through observation of finite element simulations. Int J Mech Sci 2021;202:106499.
- [50] Huang ZC, Zhou ZJ, Jiang YQ. Effect of shot peening on static and fatigue properties of self-piercing riveting joints. J Mater Res Technol 2022;18:1070–80.
9. 著作権:
- この資料は、「Chao Wang, Zhanpeng Du, Aiguo Cheng, Zhicheng He, Hailun Tan, Wanyuan Yu」による「高張力鋼とダイカストアルミニウムのセルフピアシングリベット接合におけるプロセスパラメータと熱処理の影響」論文に基づいています。
- 論文出典: https://doi.org/10.1016/j.jmrt.2023.09.187
この資料は、上記の論文を紹介するために作成されたものであり、商業目的での無断使用を禁じます。Copyright © 2025 CASTMAN. All rights reserved.