本論文概要は、['U.P.B. Sci. Bull., Series B, Vol. 74, Iss. 2'] によって発行された ['DENDRITE REFINEMENT OF AL9C02 COMPOUND BY A CONTINUOUS INCREASE OF THE COOLING RATE DURING SOLIDIFICATION'] という論文に基づいて作成されました。
1. 概要:
- タイトル:凝固中の冷却速度の連続的な増加によるAl9Co2化合物のデンドライト微細化 ['DENDRITE REFINEMENT OF AL9C02 COMPOUND BY A CONTINUOUS INCREASE OF THE COOLING RATE DURING SOLIDIFICATION']
- 著者:Ana-Maria ADAM
- 発行年:2012年
- 発行ジャーナル/学術団体:U.P.B. Sci. Bull., Series B, Vol. 74, Iss. 2
- キーワード:Al9Co2、楔形鋳型/鋳造装置、デンドライトサイズ微細化
2. 抄録または序論
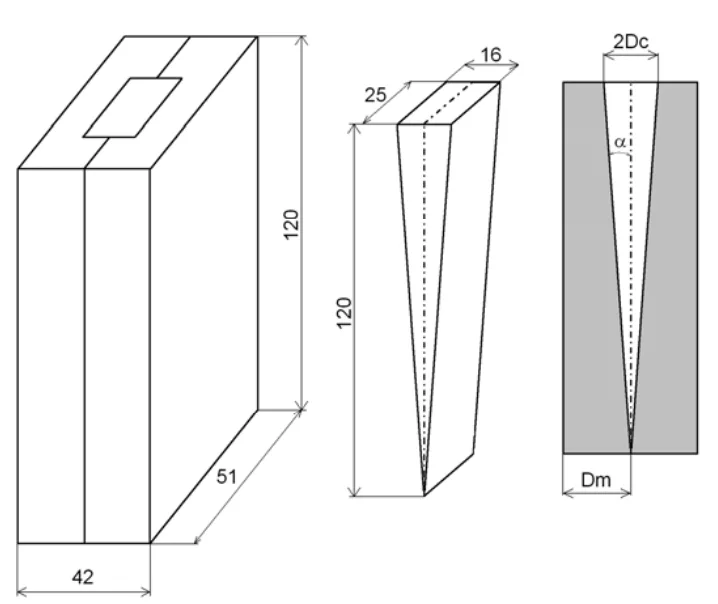
凝固中の冷却速度の連続的な変化が、Raney-Co触媒製造の前駆体として使用できるAl9Co2一次デンドライトを含む過共晶Al-9.71at.%Co合金に適用されました。約5桁の大きさの冷却速度範囲が、「楔形銅鋳型装置」を用いて達成されました。楔形鋳造物の極めて鋭利なエッジ(半頂角α〜4°)は、その鋭利なエッジ(〜50µm)において非常に薄い半分の厚さの鋳造物と、急速凝固技術によって達成されたものに匹敵する冷却速度を保証しました。楔形鋳造物の高さに沿って記録された様々な光学顕微鏡写真は、鋳造物の厚さが減少するにつれてAl9Co2デンドライトのサイズが減少することを示しており、それは非線形依存性を示すように見えました。この非線形性は、熱-幾何学的パラメータH₁ = D 1.5 /Dm 0.15に基づいて実験で使用された「楔形鋳型および鋳造」装置をモデル化することによって合理化されました。このパラメータは、鋳型壁の厚さ(ヒートシンクとして作用)と液体合金の厚さ(界面での熱伝達において熱源として作用)の両方を考慮に入れています。
3. 研究背景:
研究テーマの背景:
Al-Co合金の分野では、Al9Co2、Al13Co4、Al5Co2、AlCoなどの様々なコバルト-アルミニ化物が、合金組成に応じて微細構造内に現れる可能性があります[1]。特にデンドライト形態を示すアルミニ化物、特に小さなデンドライトサイズを特徴とする場合、コバルト骨格触媒、すなわちRaney-Co触媒の製造における前駆体としての可能性を示しています[2]。これらのCo-Raney触媒は、Ni-骨格触媒と比較して活性は低いものの、選択性が向上しています。
前駆体Al-TM合金(TMはCo、Ni、Cuなどの遷移金属を示す)中のアルミニ化物化合物の微細なデンドライトサイズの重要性は、骨格TM触媒の有効性と直接的な相関関係があることによって強調されます。これらの触媒は、前駆体Al-TM合金にアルカリ浸出プロセスを適用することによって誘導され、Alの選択的溶解を促進し、高い比表面積と向上した触媒活性を特徴とする多孔質TM構造を生成します[3-5]。
Raney-Co触媒は、Al-Co合金のアルカリ浸出によって製造され、Co含有量は通常35〜40wt%または49wt%(後者がより一般的)の範囲です。このような前駆体は、Alの選択的溶解中に活性化される様々なAlリッチアルミニ化物化合物(Al9Co2、Al13Co4、Al5Co2)を含んでいます。以前の研究[6]では、Alリッチアルミニ化物であるAl9Co2を含有するAl-Co合金を調査し、凝固冷却速度に依存してサイズが変化するデンドライト形態を実証しました。急速凝固は現在、骨格触媒用のAl-TM前駆体において微細なデンドライトを生成するための新しいアプローチとして認識されています[7,8]。
既存研究の現状:
以前の研究[6]では、2つの極端な冷却速度、すなわちダイカストによる〜5℃/sと溶融紡糸による〜5x10^6℃/sで凝固された過共晶Al-Co合金(9.71at%=15.82wt%)におけるAl9Co2化合物のデンドライトサイズを調査しました。急速冷却されたNi-Al合金から製造された骨格Ni触媒(RQ Ni)に関する体系的な研究は、合金製造中の可変冷却速度の影響に焦点を当ててきました[9]。これらの研究により、Ni-Al合金の冷却速度は、Ni触媒の残留Al含有量、組織、構造、表面水素種、および活性部位に影響を与えることが明らかになりました。
研究の必要性:
本論文は、冷却速度を連続的に変化させるために楔形銅鋳型を使用して、中間冷却速度に研究を拡張します。楔形鋳型法は、鋳鉄の構造的変形を調査するために一般的に使用されていますが、非鉄合金、特にAlベース合金のデンドライトサイズ微細化への適用は限られています。楔形鋳型法は、急速凝固技術(溶融紡糸、溶融抽出)と比較して、より再現性の高い局所冷却速度を提供し、中間レベルで広範囲の冷却速度を提供します。
4. 研究目的と研究課題:
研究目的:
本研究の主な目的は、過共晶Al-9.71at.%Co合金の微細構造を調査し、特にAl9Co2化合物のデンドライト微細化に焦点を当てることです。これは、楔形銅鋳型装置を使用して凝固中の冷却速度の連続的な変化を適用することによって達成されます。本研究は、熱-幾何学的パラメータを使用して、デンドライトサイズと鋳造厚さの間の観察された非線形関係を合理化することを目的としています。
主要な研究:
- 過共晶Al-9.71at.%Co合金に凝固中の冷却速度の連続的な変化を適用します。
- 制御された凝固を通じてAl9Co2化合物のデンドライト微細化を達成します。
- 楔形銅鋳型/鋳造装置を活用して、広範囲の冷却速度を生成します。
- 熱-幾何学的パラメータH₁ = D 1.5 /Dm 0.15を使用して、デンドライトサイズの鋳造厚さに対する非線形依存性を合理化します。
研究仮説:
- 楔形鋳型を通じて達成された冷却速度の連続的な変化は、単一の鋳造物内で様々なデンドライトサイズを持つ微細構造の勾配をもたらすでしょう。
- Al9Co2相のデンドライトサイズは、冷却速度が増加するにつれて減少し、これは楔形鋳型における鋳造厚さの減少領域に対応します。
- デンドライトサイズと鋳造厚さの関係は非線形性を示すでしょう。これは、鋳造物と鋳型の両方の寸法を考慮に入れる熱-幾何学的パラメータH₁によって効果的に記述され、合理化される可能性があります。
5. 研究方法論
研究デザイン:
本研究では、楔形銅鋳型-鋳造装置の利用を中心とした実験的研究デザインを採用しています。このデザインは、過共晶Al-9.71at.%Co合金の凝固中の冷却速度の連続的な変化を容易にします。微細構造分析、主に光学顕微鏡を通じて、様々な冷却速度にわたるAl9Co2化合物のデンドライト微細化を観察し、特性評価するために使用されます。
データ収集方法:
データ収集プロセスは、カスタム設計された銅鋳型を使用して、過共晶Al-9.71at.%Co合金から楔形鋳造物を製作することから始まりました。楔形鋳造法は、本質的に鋳造厚さの連続的な勾配を提供し、それによって凝固中に広範囲の冷却速度を誘導します。凝固および鋳型からの鋳造物の抽出後、サンプルを楔に沿って様々な高さで切断し、様々な鋳造厚さと対応する冷却速度を表すようにしました。次に、光学顕微鏡写真を楔形鋳造物の高さに沿った指定された位置で記録し、鋳造厚さの関数として微細構造の変化を体系的に捉えました。
分析方法:
収集されたデータの分析は主に質的であり、光学顕微鏡写真におけるデンドライトサイズの変化の視覚的評価に焦点を当てました。楔形鋳造物の異なる厚さから得られた顕微鏡写真を調べ、鋳造厚さの関数としてAl9Co2デンドライトサイズの傾向を観察しました。デンドライトサイズの鋳造厚さに対する観察された非線形依存性を合理化するために、熱-幾何学的パラメータH₁ = D 1.5 /Dm 0.15が採用されました。このパラメータは、鋳造厚さ(Dc)と鋳型壁厚さ(Dm)の両方を考慮に入れ、熱伝達条件のより包括的な特性評価を提供します。H₁値は、異なる鋳造厚さについて計算され、H₁、鋳造厚さ(2Dc)、および観察されたデンドライトサイズの変化の間の関係を分析して、非線形挙動を説明しました。
研究対象と範囲:
研究は、過共晶Al-9.71at.%Co合金に焦点を当て、Al9Co2一次デンドライトの凝固挙動とデンドライト微細化を特に調査しました。研究の範囲は、楔形銅鋳型-鋳造装置を使用した実験的調査と、光学顕微鏡による質的微細構造分析に限定されます。熱-幾何学的パラメータH₁は、楔形鋳造構成における凝固中の熱伝達の文脈において、観察された実験結果を解釈し、合理化するためのツールとして適用されました。
6. 主な研究結果:
主要な研究結果:
実験結果は、楔形鋳造物内で鋳造厚さが減少するにつれて、Al9Co2化合物におけるデンドライト微細化の明確な傾向を示しました。楔形鋳造物の高さに沿って記録された光学顕微鏡写真は、鋳造厚さが小さい領域に対応するAl9Co2デンドライトのサイズの体系的な減少を明らかにしました。この観察は、楔形鋳型における鋳造厚さの連続的な変化が、冷却速度の連続的な変化を効果的に誘導し、凝固した微細構造の対応する変化につながることを確認しています。
顕微鏡写真の分析により、Al9Co2デンドライトサイズが鋳造厚さに非線形的に依存することが示されました。デンドライトサイズの減少は、鋳造厚さが小さいほど(楔の鋭利なエッジ付近)より顕著であり、厚さが大きくなるにつれて厚さの変化に鈍感になりました。この非線形挙動は、熱伝達条件を特性評価する際に鋳造厚さと鋳型壁厚さの両方を考慮に入れる熱-幾何学的パラメータH₁を考慮することによって合理化されました。
楔形鋳型装置は、約5桁の大きさの広範囲の冷却速度を首尾よく提供しました。楔の鋭利なエッジでは、達成された冷却速度は、この領域における鋳造物の極めて小さい半分の厚さ(〜50µm)に起因して、急速凝固技術(≤10^6 °C/s)で得られたものに匹敵しました。逆に、楔の厚い端部では、冷却速度は一般的なダイカストプロセスの速度でした。
提示されたデータの分析:
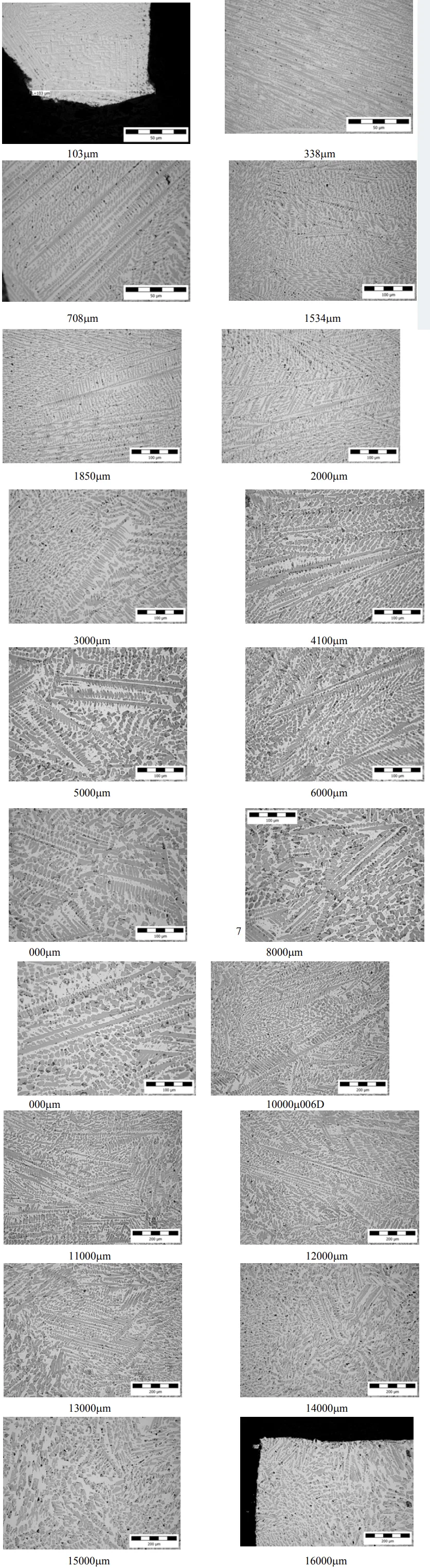
図2は、楔形鋳造物に沿った微細構造の変化を視覚的に示す一連の光学顕微鏡写真を示しています。鋳造厚さ(2Dc)が下から上に増加するにつれて、Al9Co2デンドライトのサイズの漸進的な増加が明らかです。より小さい2Dc値(例:103µm、338µm)の顕微鏡写真は、より高い冷却速度を示すより微細なデンドライト構造を示していますが、より大きい2Dc値(例:6000µm、16000µm)の顕微鏡写真は、より低い冷却速度に対応するより粗いデンドライトを示しています。
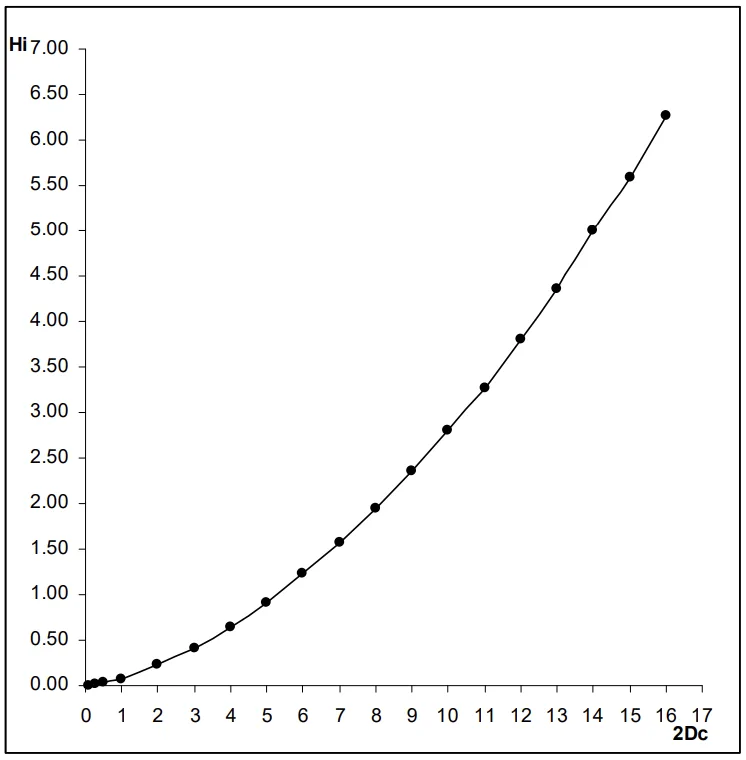
デンドライトサイズと鋳造厚さの間の非線形関係は、熱-幾何学的パラメータH₁の計算とグラフ表示によってさらに裏付けられています。表1は、異なる鋳造厚さ(2Dc)について計算されたH₁値をリストし、図4はH₁の2Dcに対する依存性をグラフで示しています。図4の曲線は、2Dcが増加するにつれて傾きが減少することを示しており、これは鋳造厚さの変化に対するH₁の感度が厚さが大きくなるにつれて減少することを示しています。H₁のこの非線形挙動は、観察されたデンドライトサイズの非線形微細化と相関しており、H₁が楔形鋳型内の変化する熱伝達ダイナミクスを効果的に捉えていることを示唆しています。
図リスト:
- 図1. 凝固中に広範囲の冷却速度を与えるために使用される楔形銅鋳型-鋳造装置の概略図(寸法はミリメートル単位);銅鋳型の2つの半分;楔形Al合金鋳造;楔形「鋳型-鋳造装置」を通る垂直断面
- 図2. 2Dc値で指定された様々な位置で、楔形鋳造物の下部から上部にかけて記録された一連の光学顕微鏡写真を示しています。
- 図3. Al-Cu-Si合金(LM-21)の凝固プロセスに対する幾何学的パラメータH₁の影響、[12]から転載
- 図4. 実験で使用された楔形鋳型/鋳造装置におけるH₁と2Dの間の依存性を示す式(3)のグラフ表示
![Fig.3 .Influence of the geometrical parameter Hi on the solidification process of an Al-Cu-Si alloy (LM-21),, reproduced from [12 ]](https://castman.co.kr/wp-content/uploads/image-933-png.webp)
7. 結論:
主な調査結果の要約:
本研究では、過共晶Al-9.71at.%Co合金の凝固中に冷却速度の連続的な変化を達成するために、楔形銅鋳型/鋳造装置の適用を首尾よく実証しました。楔形鋳型は、薄いエッジでの急速凝固技術に匹敵する非常に高い速度から、厚い端部での一般的なダイカスト速度まで、広範囲の冷却速度を効果的に提供しました。光学顕微鏡写真の質的分析により、Al9Co2化合物のデンドライトサイズが鋳造厚さの減少とともに非線形的に減少することが明らかになり、より高い冷却速度でのデンドライト微細化を示しています。非線形依存性は、鋳造物と鋳型の両方の厚さを考慮に入れる熱-幾何学的パラメータH₁を導入および計算することによって合理化され、熱伝達条件のより正確な表現を提供します。
研究の学術的意義:
本研究は、金属合金の凝固プロセス、特に連続的な冷却速度変化の文脈における理解に貢献します。楔形鋳型技術が、Alベース合金の微細構造発達に対する冷却速度の影響を体系的に研究するためのツールとして効果的であることを強調しています。本研究では、楔形鋳造における熱伝達を特性評価するための貴重な指標として熱-幾何学的パラメータH₁を導入し、このような構成における微細構造の変化を予測および解釈する手段を提供します。
実用的な意味合い:
本研究の知見は、Raney-Co触媒の製造に使用されるAl-Co合金前駆体の製造に実用的な意味合いを持ちます。楔形鋳造法は、これらの触媒の性能を向上させるために重要なAl9Co2化合物のデンドライトサイズを制御および微細化するための実行可能なアプローチを提供します。単一の鋳造プロセス内で広範囲の冷却速度を達成できる能力は、特定の用途向けに合金微細構造を最適化するための汎用性の高い技術を提供します。
研究の限界と今後の研究分野:
本研究の主な限界は、デンドライトサイズ分析の質的な性質であり、これは光学顕微鏡写真の視覚的評価に依存しています。今後の研究では、冷却速度、鋳造厚さ、H₁、およびデンドライトサイズの関係に関するより正確で統計的にロバストなデータを提供するために、画像分析技術によるデンドライトアーム間隔(DAS)の定量的評価に焦点を当てる必要があります。また、熱-幾何学的パラメータH₁がデンドライトサイズに及ぼす影響を定量的に検証し、他の合金システムおよび鋳造構成への適用可能性を探求するための追加の研究も必要です。
8. 参考文献:
- [1] T.Massalsky, Binary alloys phase diagrams, 2nd edition, vol.1, ASM Publ., USA, 1992, p.136
- [2] A. Smith., L. Garciano II, T.Tran and M.S.Wainwright, Industrial & Engineering Chemistry Research, 47(5), 2008, p.1409-1415
- [3] A.J.Smith, T.Tran and M.S. Wainright, J. of Applied Electrochemistry, 29, 1999, p.1085-1094
- [4] I. Yamauchi, H.Kawamura, K.Nakan and T.Tanaka, Journal of Alloys and Compounds 387, 2005, р.187-192
- [5] A.D.Tomsett,H.E.Curry-Hyde, M.S.Wainright, D.J. Young and A.J.Bridgewatter, Applied Catalysts, 33, 1987, p. 119-127
- [6] A.M. Adam, Univ. Politehnica Buch. Sci. Bull., series B, 73 (3), 2011, p.215-228
- [7] I. Yamauchi and H. Kawamura, Journal of Alloys and Compounds 370, 2004, p.137-143
- [8] Z.Lou, X. Chen, L.Tian, M.Qiao, K.Fan, H.He, X.Zhan and B.Zong,Journal of Molecular Catalysis A: Chemical, 326, 2010, p.113–120
- [9] H.Hu, F.Xie, Y.Pei, M.Qiao, S.Yan, H.He, K.Fan, H.Li, B.Zang and X.Zhang, Journal of Catalysis, 237, 2006, p.143-151
- [10] T.Laoui and M.J. Kaufman, Metallurgical Trans. 73 A (Sept.), 1991, p.2141-2152]
- [11] M.C Flemings., T.Z.Kattami and B.P.Bardes, AFS Transactions, 99, 1991, p.501-506
- [12] K.N.Prabhu, S.A.Kumar and N.Venkataraman, AFS Transactions, 102, 1994, p.827-832
- [13] K.N.Prabhu, D.Madheswaran, T.S.P.Kumar and N.Venkataraman, AFS Transactions, 100, 1992, p.611-617
9. 著作権:
- 本資料は "Ana-Maria ADAM" の論文:「DENDRITE REFINEMENT OF AL9C02 COMPOUND BY A CONTINUOUS INCREASE OF THE COOLING RATE DURING SOLIDIFICATION」に基づいています。
- 論文ソース:U.P.B. Sci. Bull., Series B, Vol. 74, Iss. 2, 2012, pp. 289-301.
本資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁止されています。
Copyright © 2025 CASTMAN. All rights reserved.