本紹介資料は、「METAL 2013」に掲載された論文「UTILIZATION OF ECOLOGICAL FRIENDLY CORES FOR MAGNESIUM ALLOYS CASTINGS」に基づいています。

1. 概要:
- タイトル: UTILIZATION OF ECOLOGICAL FRIENDLY CORES FOR MAGNESIUM ALLOYS CASTINGS (マグネシウム合金鋳造用環境対応コアの活用)
- 著者: Jaroslav BEŇOª, Petr LICHݪ, Eliška ADÁMKOVÁª, Michal CAGALAª, Petr JELÍNEKª, Marek BŘUSKAª, Karel GÁLª, Marcin MORYSᵇ
- 発行年: 2013
- 発行学術誌/学会: METAL 2013 (2013年5月15日~17日、チェコ共和国ブルノ)
- キーワード: inorganic salt cores, magnesium alloys, surface quality, solubility
2. 抄録:
本研究の目的は、Mg合金の重力鋳造技術において、環境に悪影響を与えない無機材料ベースのコアの利用可能性を判断することです。この寄稿には、これらのコアの準備と処理の分析、および鋳造品の表面欠陥に関する鋳造サンプルの品質、構造、特性への影響が含まれています。本研究で得られた実験データは、他のMg合金鋳造技術にも活用できます。
3. 序論:
現在、穴やキャビティの事前鋳造には、有機樹脂ベースのコア混合物(例:PUR COLD-BOX)が標準として使用されており、迅速な準備、良好な射出性、高い初期強度、良好な崩壊性などの特徴があります。しかし、熱分解時に有機化合物が放出され、鋳造生産の衛生および環境条件を悪化させる問題があります。このため、無機バインダーが再び注目されており、これは生活および作業環境に悪影響を与えずに、有機バインダーと同等の技術的パラメータを提供します。
先進的な技術の一つは、無機塩ベースのコアを使用するもので、特にAl合金などの非鉄合金のキャビティおよび穴の事前鋳造に活用されます。塩コアの使用は1970年代に遡り、1990年代には重力および低圧鋳造法によるディーゼルエンジンピストンの大量生産に結晶性塩コアが広く使用され始めました。製造方法には、結晶性塩の高圧圧縮、塩溶融物の鋳型への注入または高圧射出、あるいは無機(有機)バインダーと共に塩マトリックスを射出する「古典的な」鋳造技術の活用などがあります。2003年以降は、塩溶液または固体結晶状態のNaClの高圧圧縮を活用する方向にコア製造が進み、BEACH BOX、HYDROBONDなどの新技術も登場しています。
塩コアの主な利点は、一般的なコア混合物(PUR CB)に匹敵する高い初期強度、寸法精度および鋳物表面の平滑性、機械的に清掃が困難な穴の事前鋳造の可能性、湿潤なしでの良好な保管寿命などです。また、鋳物キャビティから除去(溶出)された塩を溶液(塩水)から結晶化させ、次のコア製造に再利用する閉鎖的な生態学的サイクルが可能です。重要な点は、鋳造、冷却、凝固の過程で塩がVOCs(揮発性有機化合物)を排出しないことです。コア特性は、準備条件(圧縮圧力の高さ、射出温度など)と基本マトリックス構成(塩の種類、添加剤)を変更することで最適化できます。Al合金鋳造(重力および低圧鋳造)に広く適用可能であり、高圧鋳造技術への適用に関する研究も活発に行われています。
マグネシウム合金は、すべての構造材料の中で最も低い密度、高い比強度、良好な鋳造性などを持ちますが、高温での急激な強度低下、低いクリープ抵抗性、低い弾性係数、高い凝固収縮率、一部の用途での低い耐食性などの欠点もあります。特にマグネシウムの高い酸素親和性のため、溶湯の流れを酸化から保護するために特殊な添加剤(抑制剤)の使用が不可欠です。最も一般的に使用される抑制剤には、硫黄またはその化合物、ホウ酸、尿素ベースの添加剤などがあります。これらの抑制剤は、鋳型雰囲気の酸素ポテンシャルを低下させ、鋳物表面に保護雰囲気を形成してさらなる酸化を防止します。
しかし、硫黄ベースの抑制剤は、保護雰囲気を形成すると同時に、鋳造中に溶湯を介して浸透し、レードル底部に沈殿して精錬剤としても機能します。これらの抑制剤の化学的性質上、マグネシウム合金鋳造は、溶湯-抑制剤システムと酸化雰囲気との相互作用中に放出される化合物(SO₂、NH₃など)により、作業および生活環境の質を低下させる可能性があります。
マグネシウム合金鋳造の主な技術は金型鋳造(圧鋳、低圧鋳造、一部重力鋳造)です。最近では、より高い内部品質を得るための方法が適用されており、半溶融状態での材料処理(Thixocasting)が主流です。それほど複雑でない穴の事前鋳造には、金属コアを活用できます。単一部品生産には、消耗性鋳型(鋳物砂混合物)やセラミックまたは石膏鋳型鋳造が最も頻繁に使用されるでしょう。マグネシウム合金鋳造用の鋳型またはコア混合物としては、様々なバインダーシステムとベントナイト鋳物砂を使用できます。マグネシウム合金の高い反応性と混合物中の水分の存在により、鋳物砂混合物自体にも抑制剤を添加する必要があります。鋳造、冷却、凝固中に鋳型内で複雑な物理化学的プロセスが進行し、様々な酸化状態の化合物(例:硫黄)が形成され、これによりベントナイトバインダーの不活性化が予想され、これは特に水分凝縮領域での引張強度の低下およびその他の混合物パラメータ(例:pH)の変化を引き起こす可能性があります。
4. 研究の要約:
研究テーマの背景:
環境に優しい鋳造プロセスへの要求は、コア用有機バインダーの代替品への関心を高めています。無機塩コアは生態学的利点を提供し、アルミニウム合金に対して確立されています。マグネシウム合金鋳造は、酸素との高い反応性により独特の課題を抱えており、これは抑制剤の使用を必要としますが、抑制剤はベントナイトのような伝統的な鋳型材料と負に相互作用する可能性があります。
従来の研究状況:
塩コア技術は1970年代から開発されており、高圧圧縮や溶融注入/射出などの確立された方法が主にアルミニウム合金に使用されてきました。研究結果は、高い強度、良好な表面仕上げ、リサイクル可能性を示しました。酸化や抑制剤が鋳型特性(特に硫黄ベース抑制剤によるベントナイトバインダーの不活性化)に及ぼす影響を含む、マグネシウム合金鋳造の課題は知られていました。
研究の目的:
本研究は、ベントナイト結合鋳物砂混合物中でマグネシウム合金(特にAZ91)の重力鋳造に無機塩コアを使用することの実現可能性を調査することを目的としました。研究は、塩コアの技術的特性(機械的強度、寸法精度、溶解性、結果として生じる鋳物表面品質)を評価し、硫黄ベース抑制剤がベントナイト鋳物砂混合物の特性に及ぼす影響を評価することに焦点を当てました。
コア研究:
研究の核心は、純粋な化学KCl(N)および2つの異なる添加剤(A、B)を含むKClベースの塩コアを、2つの異なる力(100 kNおよび200 kN)を使用する高圧圧縮法で準備することでした。これらのコアは、硫黄ベース抑制剤を含むベントナイト鋳型にAZ91マグネシウム合金を重力鋳造する際に使用されました。鋳造は2つの温度(700°Cおよび800°C)で行われました。研究では、塩コアの曲げ強度と溶解性、生成された鋳物の表面粗さ(Ra)、および鋳造前後のベントナイト鋳物砂混合物の機械的特性(圧縮強度、割裂強度、湿態引張強度)とpHを測定し、熱分解と抑制剤の効果を評価しました。
5. 研究方法論
研究設計:
本研究は、異なる塩コア配合(純粋なKCl対添加剤AまたはBを含むKCl)を異なる圧縮圧力(100 kN対200 kN)下で準備し比較する実験計画を採用しました。これらのコアは、硫黄ベース抑制剤を含む標準的なベントナイト鋳物砂混合物にAZ91マグネシウム合金を重力鋳造する実際の応用分野でテストされました。効果は、コア特性、鋳造品質、および2つの異なる鋳造温度での熱暴露後の鋳型特性の変化を測定することによって評価されました。
データ収集および分析方法:
- 塩コア準備: 純粋なKClおよび15%濃度の添加剤(A、B)を含むKClを高圧圧縮(100 kN、200 kN)。
- 塩コア特性:
- 曲げ強度:多機能試験機(LFV 100, Walter + Bai ag)を使用して測定。
- 溶解性:水流(22–27 °C、2.5 l/min)下でコアを溶解させ、コアが失われるまでの時間(「デコアリング」時間)を測定してテスト。
- 鋳造: AZ91合金をベントナイト鋳型(シリカ砂91%、ベントナイト4.5%、硫黄抑制剤5%、46±2%の圧縮性のための水)に700°Cおよび800°Cで重力鋳造(鋳型/金属比9.3:1)。
- 鋳造品質:
- 平均算術表面粗さ(Ra):ミツトヨ サーフテスト SJ-301を使用して測定。
- 表面詳細:実体顕微鏡(Olympus SZX12)を使用して評価。
- ベントナイト鋳物砂混合物特性: 原料混合物(STANDARD)および鋳造後サンプル(BMM700、BMM800)で測定。
- 圧縮および割裂強度(WADAP LRU-1)。
- 湿態引張強度(+GF+ SPNFタイプ)。
- コーンジョルトタフネス(計算比)。
- 水分含有量(105°Cで乾燥)。
- pH(1:10水懸濁液)。
- 分析: コアタイプ(N、A、B)、圧縮力(1、2)、鋳型状態(STANDARD、BMM700、BMM800)に基づく特性比較。
研究テーマと範囲:
本研究は、AZ91マグネシウム合金の重力鋳造における高圧圧縮されたKClベースの塩コアの適用に具体的に焦点を当てました。範囲は次のとおりです。
- 塩コアの機械的特性(曲げ強度)および溶解性の評価。
- これらのコアを使用して製造されたMg合金鋳物の表面品質の評価。
- 硫黄ベース抑制剤がベントナイト鋳物砂混合物の特性(機械的強度、pH、湿態引張強度)に及ぼす影響の調査、特に鋳造中の熱暴露後。
- 本研究では、他のMg合金、鋳造方法(例:圧鋳)、または他のタイプの無機コアや抑制剤は調査しませんでした。
6. 主要な結果:
主要な結果:
- 塩コア強度: 塩コアは、一般的に使用されるPUR COLD-BOXコアよりも約2〜3倍高い初期曲げ強度を示しました。強度は、より高い圧縮圧力(100 kN対200 kN)および添加剤(A、B)の添加により増加しました。最大強度は、添加剤AおよびBを200 kNの圧縮力で圧縮した場合に達成されました(KA2:11.164 MPa、KB2:11.410 MPa)。(Table 1)
- コア溶解性/除去性: 塩コアは鋳物から容易に除去できました。「デコアリング」時間は1分0秒(K1B1)から1分58秒(K2A1)の範囲でした。溶解時間と塩組成、鋳造温度、または圧縮力との間に直接的な相関関係は見つかりませんでした。
- 鋳物表面品質: テスト鋳物の表面品質は一般的に高く、平均算術粗さ(Ra)は5.91 µmから25.63 µmの範囲でした。添加剤は表面平滑性を向上させました。最高の表面仕上げ(最低Ra = 5.91 µm)は、添加剤Aと最大圧縮力(200 kN)で得られ、これはおそらくコアの気孔率の減少と金属の浸透の減少によるものです。(Table 4)
- 鋳物砂混合物特性:
- 硫黄ベースの抑制剤は、特に熱暴露後、ベントナイト鋳物砂混合物の特性に大きな影響を与えました。
- 標準的な機械的強度(圧縮、割裂)は鋳造後大きく変化しませんでしたが(Table 3)、湿態引張強度とpHは熱暴露(鋳造温度)の増加に伴い大幅に減少しました。(Fig. 1)
- pHと湿態引張強度は、STANDARD(pH ≈ 10、WTS 4.4 kPa)からBMM800(pH ≈ 9.6、WTS 3.3 kPa)に減少し、これは抑制剤の酸性性質と熱効果によるバインダーの不活性化を示しています。(Fig. 1)
- プロセスに関する考慮事項: 塩コアとマグネシウム合金の組み合わせは、鋳造中に特に激しいガス発生があるため、鋳型キャビティからの効率的なガス抜き/通気が必要であり、そうしないと鋳物表面欠陥が発生する可能性があります。
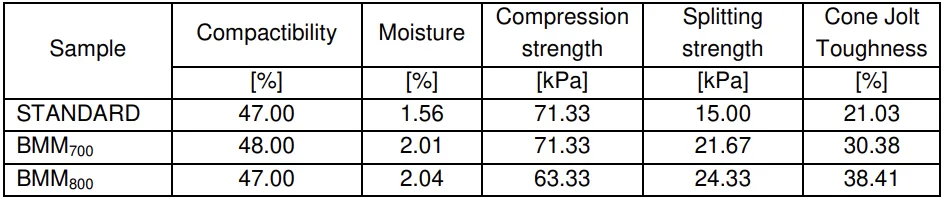
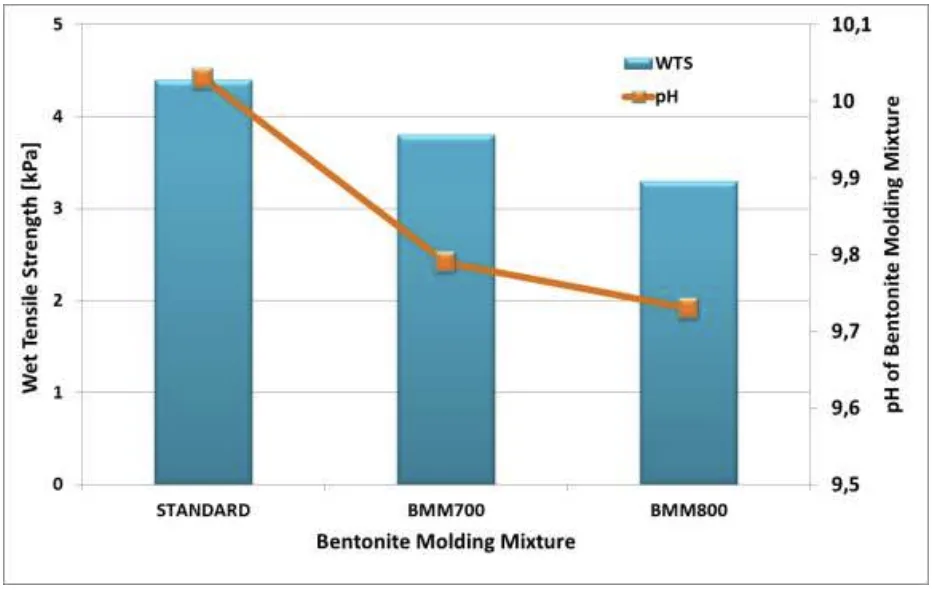

그림 및 표 목록:
- Table 1 Bending strength of tested salt cores
- Table 3 Main technological parameters of bentonite molding mixtures
- Fig. 1 Wet tensile strength and pH of bentonite molding mixture samples
- Table 4 Surface quality of testing castings
図表リスト:
- Table 1 Bending strength of tested salt cores
- Table 3 Main technological parameters of bentonite molding mixtures
- Fig. 1 Wet tensile strength and pH of bentonite molding mixture samples
- Table 4 Surface quality of testing castings
7. 結論:
本研究は、マグネシウム合金鋳造に無機塩コアを使用する可能性を確認し、高い初期強度(PUR COLD-BOX混合物より2〜3倍高い)、容易な除去性(最大2分のデコアリング時間)、十分な鋳物表面品質を提供することを示しました。
しかし、研究はまた、Mg合金に一般的な硫黄ベース抑制剤を含むベントナイト鋳物砂混合物とこれらのコアを併用する際に生じる重大な負の相互作用を浮き彫りにしました。特に鋳造中の熱暴露後、酸性抑制剤の存在は、水分凝縮ゾーンでの引張強度の低下と混合物のpH低下を引き起こします。このような鋳型特性の劣化は、鋳造欠陥(例:ラットテール)を引き起こす可能性があり、鋳物砂混合物の最適な制御を複雑にします。
したがって、塩コアはMg合金に適用可能ですが、鋳型システム(コア、鋳型バインダー、抑制剤)内の化学的相互作用を慎重に考慮する必要があります。関連する材料の化学的性質のため、高い鋳造品質を保証するには、注入および冷却中に鋳型キャビティからガスを十分に排出することが重要です。
8. 参考文献:
- [1] JELÍNEK, P. Anorganická pojiva si razí cestu do sléváren. Slévárenství, 2012, roč. 60, č. 3-4, s. 66-70
- [2] KANEKO, Y., MORITA, A. New developments in water soluble salt cores for die casting. In Transaction of the 6th SDCE International die casting congress, 1970, 16 – 19 November, Cleveland, Ohio, No. 91. NOVÁK, J. Dějiny technického pokroku. 1. vyd. Praha: Akademia, 1998. 330 s.
- [3] LOPER, C. R.; aj.: The Use of Salt In Foundry Cores. AFS Transactions, 1985, 85 – 82,545 – 560.
- [4] ANDERKO, K.; WITTSTOCK, P.: Process of casting metals by use of water-soluble salt cores. United States Patent Office, December 5, 1967
- [5] STINGL, P.; SCHILLER, G.: Gichte und rückstandsfreie Entkernung - Salzkerne für den Aluminiumguss. Giesserei-Erfahrungsaustausch, 2009, č. 6, s. 4 – 8)
- [6] HÄNSEL, H. Ein anorganisches bindersystem der innovativen Art. Giesserei, 2002, 89 2 s.74-76
- [7] FALLER, M. – MÖSSNER, A. Die Zukunft wartert schon heute. Giesserei, 2009, 96 9 72-74
- [8] DOBOSZ, S. et.al. Development tendencies of moulding and core sands. China Foundry, roč. 8, č. 4, s. 438-446.
- [9] JELÍNEK, P., et. al.: Development of Technology of salt cores manufacture. Slévárenství, 2013, 61, 1 – 2, s.28-31
- [10] BOUCNÍK, P., et. al.: Použití hořčíkových slitin ve slévárenství. In Proceeding of 5. Medzinárodna vedecká konferencia CO-MAT-TECH, Trnava, 14.10. 15.10.1997
- [11] ČÍŽEK, L. et.al. Vliv obsahu hliníku na vlastnosti hořčíkových slitin při odlévání do bentonitových a furanových směsí. In Metal 2005: 14. mez. metal. konference: 24. - 26. 5. 2005. Hradec nad Moravicí, Česká Republika Ostrava: TANGER: Květen, 2005, s. 82-89. ISBN 80-85988-48-8.
- [12] MORDIKE, B.L., EBERT, T. Magnesium Properties – applications - potential. Materials Science and Engineering, 2001, A302, 37-45
- [13] JUŘIČKA, I. Studium interakce forma-kov při výrobě odlitků z Mg – slitin. Disertační práce, VŠB – TU Ostrava, 1992
- [14] LAFAY, V.S. Succesfully bonded bentonite sands: What have we learned in the last 25 years. AFS Transactions, 2011, paper 11-001, s. 349-360
9. 著作権:
- 本資料は、「Jaroslav BEŇO, Petr LICHÝ, Eliška ADÁMKOVÁ, Michal CAGALA, Petr JELÍNEK, Marek BŘUSKA, Karel GÁL, Marcin MORYS」による論文です。「UTILIZATION OF ECOLOGICAL FRIENDLY CORES FOR MAGNESIUM ALLOYS CASTINGS」に基づいています。
- 論文の出典:[提供文書にDOI URLなし]
本資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁じられています。
Copyright © 2025 CASTMAN. All rights reserved.