この紹介論文は「IJSTE - International Journal of Science Technology & Engineering」に発表された「A Review of Bobbin Tool Friction Stir Welding (FSW) Process」論文に基づいています。
![Fig. 1: Representation of the main parameters and nomenclature of FSW joints [2]](https://castman.co.kr/wp-content/uploads/image-2647.webp)
1. 概要:
- タイトル: A Review of Bobbin Tool Friction Stir Welding (FSW) Process
- 著者: Sameer S. Chaudhary, Kaushal H. Bhavsar
- 発表年: 2016
- 発表学術誌/学会: IJSTE - International Journal of Science Technology & Engineering
- キーワード: Friction stirs welding (FSW); bobbin tool; aluminums alloy; mechanical properties
2. アブストラクト:
過去20年間にわたり、摩擦攪拌接合(FSW)は非常に有望な新しい接合技術であることが証明されています。特に高強度アルミニウム合金は、従来の溶融溶接プロセスと比較して大きな利点を持って溶接することができます。固定および可変ギャップボビンツールを使用したアルミニウム部品の摩擦攪拌接合(FSW)が複数の研究者によって実証され、これらの手順は比較的開発しやすいことが報告されています。ボビン溶接は、従来のFSWで行われるように溶接ツールプローブが作業物に軸方向に挿入される初期段階がありません。本論文の目的は、材料接合のためのボビンツール摩擦攪拌接合(FSW)の機械的特性変化に関する情報を検討し、要約することです。
3. 序論:
摩擦攪拌接合(FSW)プロセスはWayne Thomas等によって発明され、1991年12月6日にThe Welding Institute(TWI)で特許を取得しました。この特許は、その後溶接および接合技術分野で最も広く参照される文書の一つとなりました。FSWプロセスは、特に軽量金属構造物の接合において、溶接技術史上の主要なマイルストーンとなりました。FSWは、以前に溶接が許可されなかった商用および軍用航空機などの用途で使用されるまでに成熟しました。
4. 研究の要約:
研究テーマの背景:
FSWは、適切にプロファイリングされたショルダーとプローブを持つ中間非消耗ツールを使用して、溶接される作業物材料よりも硬い材料で作られた固相でワークピースを接合するプロセスです。回転するツールが溶接継手に挿入され、継手ラインに沿って移動することを強制され、界面および内部摩擦によって接触する部品を加熱します。
既存研究の現状:
FSWユーザーの増加するリストには、Boeing、Airbus、Eclipse、BEA、Lockheed Martin、NASA、US Navy、Mitsubishi、Kawasaki、Fokkerおよび世界中の輸送構造用途のその他の産業関係者が含まれています。摩擦攪拌接合は、アルミニウム、銅および亜鉛、マグネシウム、チタンなど多くの軽量金属および合金に適用され、運転パラメータが最適化されると優れた結果を得ることができます。
研究の目的:
本論文の目的は、材料接合のためのボビンツール摩擦攪拌接合(FSW)の機械的特性変化に関する情報を検討し、要約することです。ボビンツールを使用した摩擦攪拌接合(FSW)とそれに関連するパラメータの研究結果を理解することを提示します。
コア研究:
この研究は、従来のFSWツールとは異なるボビンツール技術に焦点を当てています。ボビン技術は2つのショルダー間の固定ギャップを提供し、適応技術は溶接作業中のショルダー間のギャップ調整を可能にします。ボビン技術の自己反応原理は、従来のFSWで必要な通常の下向き力が削減/除去されることを意味します。
5. 研究方法論
研究設計:
ボビンツール摩擦攪拌接合技術とアルミニウム合金溶接での応用に関する様々な研究結果を検討する包括的な文献レビューです。
データ収集および分析方法:
Pedro Vilaça et al. (2011)、Wayne Thomas et al. (2010)、Eládio Amaro Camacho Andrade et al.(2010)、Huijie Zhang et al. (2014)、J. Hilgert et al.(2010)など、様々な研究者が実施した複数の研究論文と実験研究からデータを収集し分析しました。
研究テーマと範囲:
研究範囲は、ボビンツール構成、機械的特性分析、硬度分布、引張強度評価、アルミニウム合金溶接用途での従来のFSWプロセスとの比較を含みます。
6. 主要結果:
主要結果:
- 固定ギャップボビン技術は、軸方向下向き力なしで25mm厚のアルミニウム板溶接の可能性を示しています
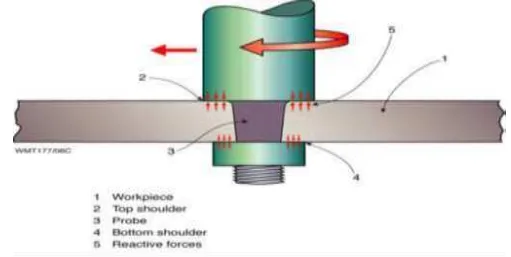
- ボビンツールの場合、2つのショルダーがワークピース両側から十分な熱生成を提供し、ツール自体内での反力の拘束により、プローブの圧縮変形(つぶれ)が発生しないことを意味します
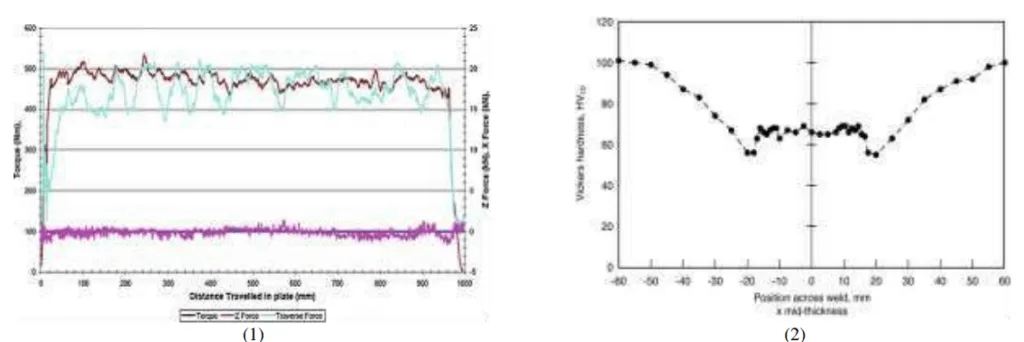
- 最小硬度は、TMAZとHAZの界面近傍のHAZに位置しています
- ボビンツールFSW継手の引張強度は、溶接速度の増加とともに最初は増加しますが、ボイド欠陥の発生により150 mm/minの高い溶接速度で急激に低下します
- ボビンツールFSW継手で最大強度効率75%が達成されます
- 硬度分布は継手の3つの層でほぼ同じで、ボビンツールFSW継手の厚さ方向での機械的特性の均質性を示しています
図表名一覧:
- Fig. 1: Representation of the main parameters and nomenclature of FSW joints
- Fig. 2: Bobbin tool showing self-contained reactive forces
- Fig. 3: (1) Instrumentation chart (2) Hardness survey mid-thickness in 25mm thick 6082-T6 aluminium weld
7. 結論:
- 最小硬度は、熱機械影響部(TMAZ)と熱影響部(HAZ)の界面近傍の熱影響部(HAZ)に位置しています
- 固定ギャップボビン技術は、軸方向下向き力なしで25mm厚のアルミニウム板溶接の可能性を示しています
- ボビンツールの場合、2つのショルダーがワークピース両側から十分な熱生成を提供し、ツール自体内での反力の拘束により、プローブの圧縮変形(つぶれ)が発生しないことを意味します
- ボビンツールFSW継手の引張強度は、溶接速度の増加とともに最初は増加しますが、ボイド欠陥の発生により高い溶接速度で急激に低下します。この研究で最大強度効率75%が達成されました
8. 参考文献:
[1] Thomas, W.M., Nicholas, E.D., Needham, J.C., Murch, M.G, Temple-Smith, P., Dawes, C.J.Improvements relating to friction stir welding. US Patent No. 5,460,317 (1991). [2] Pedro Vilaça and Wayne Thomas: Friction Stir Welding Technology. DOI: 10.1007/8611_2011_56(10 April 2011) [3] Thomas, WM; Nicholas, ED; Needham, JC; Murch, MG;Temple-Smith, P;Dawes, CJ.Friction-stir butt welding, GB Patent No. 9125978.8, International patent application No. PCT/GB92/02203, (1991). [4] Eládio Amaro Camacho Andrade, Instituto Superior Técnico, Lisboa, Portugal. Development of the Bobbin-Tool for Friction Stir Welding Characterization and analysis of aluminum alloy processed AA 6061-T4 (2010). [5] Huijie Zhang ⇑, Min Wang, Xiao Zhang, Guangxin Yang. Microstructural characteristics and mechanical properties of bobbin tool friction stir welded 2A14-T6 aluminum alloy (2014). [6] J. Hilgert*,1, L.L. Huetsch1, J.F. dos Santos1 and N. Huber1. Material Flow around a Bobbin Tool for Friction Stir Welding 2010.
9. 著作権:
- この資料は「Sameer S. Chaudhary, Kaushal H. Bhavsar」の論文です。「A Review of Bobbin Tool Friction Stir Welding (FSW) Process」に基づいています。
- 論文出典:IJSTE - International Journal of Science Technology & Engineering | Volume 2 | Issue 10 | April 2016 この資料は上記論文に基づいて要約されたものであり、商業目的での無断使用を禁止します。Copyright © 2025 CASTMAN. All rights reserved.
論文要約:
この包括的なレビューは、アルミニウム合金用の先進的接合技術としてのボビンツール摩擦攪拌接合(FSW)技術を検討しています。研究は、ボビンツールFSWが軸方向下向き力要件の除去と改善された機械的特性を含め、従来のFSWに比べて大きな利点を提供することを示しています。研究は、ボビンツール技術が最適な溶接パラメータで最大強度効率75%を達成し、継手厚さ全体にわたって均質な機械的特性を提供することを確認しています。
研究に関する主要な質問と回答:
Q1. ボビンツールFSWが従来のFSWに比べて持つ主な利点は何ですか?
A1. 「A Review of Bobbin Tool Friction Stir Welding (FSW) Process」によると、主な利点は、ボビンツールFSWが軸方向下向き力の必要性を除去することです。これは、溶接内の反力がボビンショルダー間に拘束され、2つのショルダーがワークピース両側から十分な熱生成を提供するためです。
Q2. ボビンツールFSW継手で達成される最大強度効率はどのくらいですか?
A2. 「A Review of Bobbin Tool Friction Stir Welding (FSW) Process」の研究結果に基づくと、主要結果セクションで報告されているように、ボビンツールFSW継手で最大強度効率75%が達成されます。
Q3. ボビンツールFSW継手で最小硬度はどこに位置しますか?
A3. 「A Review of Bobbin Tool Friction Stir Welding (FSW) Process」の結論セクションによると、最小硬度は熱機械影響部(TMAZ)と熱影響部(HAZ)の界面近傍の熱影響部(HAZ)に位置しています。
Q4. ボビンツールFSWで高い溶接速度での引張強度はどのように変化しますか?
A4. 「A Review of Bobbin Tool Friction Stir Welding (FSW) Process」で述べられているように、ボビンツールFSW継手の引張強度は溶接速度の増加とともに最初は増加しますが、ボイド欠陥の発生により150 mm/minの高い溶接速度で急激に低下します。
Q5. 固定ギャップボビン技術を使用して溶接できるアルミニウム板の厚さはどのくらいですか?
A5. 「A Review of Bobbin Tool Friction Stir Welding (FSW) Process」の研究結果によると、固定ギャップボビン技術は軸方向下向き力なしで25mm厚のアルミニウム板溶接の可能性を示しています。
Q6. ボビンツールFSW継手で厚さ方向の硬度分布はどのように変化しますか?
A6. 「A Review of Bobbin Tool Friction Stir Welding (FSW) Process」の主要結果セクションに基づくと、硬度分布は継手の3つの層でほぼ同じで、ボビンツールFSW継手の厚さ方向での機械的特性の均質性を示しています。