この紹介資料は、「[ARCHIVES of FOUNDRY ENGINEERING]」に掲載された論文「[Development of Water-Soluble Composite Salt Sand Cores Made by a Hot-Pressed Sintering Process]」に基づいています。
1. 概要:
- 論文タイトル: Development of Water-Soluble Composite Salt Sand Cores Made by a Hot-Pressed Sintering Process
- 著者: Xiaona Yang, Long Zhang, Xing Jin, Jun Hong, Songlin Ran, Fei Zhou
- 発行年: 2023
- 掲載学術誌/学会: ARCHIVES of FOUNDRY ENGINEERING (Published quarterly as the organ of the Foundry Commission of the Polish Academy of Sciences)
- キーワード: Water-soluble cores, Hollow composite castings, Salt cores, Collapsibility
2. 抄録 (Abstract):
多種多様な水溶性中子は、内部にキャビティ、湾曲した流路、アンダーカットを持つ中空複合鋳物の成形に広く用いられている。中でも、無機塩の水溶液をバインダーとして添加して作られた中子は、水に対する溶解性に優れている。しかし、優れた崩壊性は、しばしば低い耐吸湿性を伴う。本研究では、砂、ベントナイト、複合塩の中子砂混合物をホットプレスおよび焼結することにより、適度な強度と耐吸湿性を備えた水溶性中子を調製し、T字管(tee tube)試験片を鋳造した。実験結果によると、KCl-K2CO3をバインダーとする中子は0.9 MPa以上の強度が得られ、相対湿度80±5%で6時間保持しても0.3 MPaを維持した。その後の焼結プロセスにより、ホットプレスされた中子の耐吸湿性を大幅に向上させることができた(相対湿度85±5%で24時間保管後0.6 MPa)。後処理によって調製された水溶性中子は、滑らかな内面を持ち気孔欠陥のないT字管鋳物を鋳造するために使用でき、中子の除去も容易であった。
3. 緒言 (Introduction):
水溶性中子は、鋳物の内面を形成するために、水溶性の塩を主原料[1-4]またはバインダー[5-7]として作られる部品である。その優れた水溶性の崩壊性と環境適合性により、特に自動車、衛生陶器、その他の製品の軽量化および一体化プロセスにおいて、複雑なキャビティや湾曲した流路を持つ鋳物を製造するための高圧ダイカスト法やその他の鋳造法(重力、低圧)で広く使用されている[8-11]。一般に、ダイカスト用の水溶性中子には高い強度が要求されるため、主に塩溶融物を鋳造する方法で作られる。しかし、溶湯の衝撃がはるかに小さい重力鋳造や低圧鋳造には、比較的低い強度の中子が適しており、加圧焼結やバインダー結合プロセスなど、さまざまな材料やプロセスを用いて水溶性中子を形成することができる。しかし、K2CO3結合中子[14]のように崩壊性に優れた多くの水溶性中子は、湿度の高い環境下での吸湿性のために直接使用することができず、その広範な応用が制限されている[15]。KClをバインダーとして使用すると耐湿性は向上するが、溶解度が比較的低いため、より多くの水分を導入する必要があり、強度が低下したり、成形が困難になったりする可能性がある。本稿では、K2CO3の高い強度とKClの良好な耐湿性を活用することを目的として、低温でのホットプレス後に比較的高温で焼結するプロセスにより、KCl-K2CO3複合塩バインダーシステムを用いた水溶性砂中子の開発を探求する。
4. 研究の概要:
研究テーマの背景:
水溶性中子は、複雑な内部形状(キャビティ、流路、アンダーカット)を持つ中空鋳物の製造に不可欠である。その主な利点は、水中での優れた崩壊性と環境適合性であり、様々な産業における軽量化用途に適している。しかし、一般的な課題は、良好な崩壊性と、保管および取り扱い中の吸湿に対する十分な耐性とのバランスをとることである。
従来の研究状況:
従来の研究では、様々なタイプの水溶性中子が検討されてきた:
- 鋳造法:主にダイカスト用高強度中子に使用。
- 加圧焼結:Jaroslav [12]は、わずかに湿ったKClを用いてマグネシウム合金の重力鋳造用中子を製造。
- バインダー結合:Liu [13]は、マイクロ波加熱と併用してMgSO4バインダーを使用。
- ホットプレス:Zhang [14]は、K2CO3水溶液バインダーを使用し、重力鋳造に適した高い強度(最大2.5 MPa)を達成したが、これらの中子は吸湿しやすい傾向があった。
- 後処理:Zhangら[15]は、CaCl2を用いた沈殿法と加熱によりK2CO3中子の耐湿性を改善し、K2CO3を吸湿性の低いKClに変換。
- 直接的なKClバインダーの使用は、溶解度が低いために多くの水を必要とし、強度を低下させる可能性があるため限定的である。
研究目的:
本研究の目的は、2段階プロセス(低温ホットプレス後の高温焼結)を用いてKCl-K2CO3複合塩バインダーを使用した水溶性砂中子を開発することであった。目標は、単純なホットプレス中子と比較して大幅に改善された耐吸湿性を持ちながら、鋳造後に容易に除去できるよう良好な水溶性崩壊性を維持する、適度な強度の中子を得ることであった。
中核研究内容:
本研究は、シリカ砂、ベントナイト、およびKClとK2CO3の複合バインダーを使用して水溶性砂中子を製造することを含んでいた。プロセスは、混合物をホットプレスした後、焼結ステップを経た。研究では、様々なパラメータが中子特性に及ぼす影響を体系的に調査した:
- ホットプレス段階: 加熱時間、KCl/K2CO3比率、加熱温度、複合塩含有量(対砂比)、ベントナイト含有量が初期引張強度に及ぼす影響。制御された湿度下でのホットプレス中子の吸湿性と保管強度も評価した。
- 焼結段階: 焼結温度と時間が最終引張強度に及ぼす影響。焼結された中子の吸湿率と保管強度の評価。
- 中子特性: ガス発生量の測定、水中浸漬後の引張強度(崩壊性)の測定、SEM-EDXを用いた微細構造分析。
- 鋳造試験: 開発された中子を使用して、単純な中空アルミニウム合金部品(T字管)を実際に鋳造する試験。
5. 研究方法論
研究設計:
本研究では実験的アプローチを採用した。水溶性砂中子サンプル(「8」字型ドッグボーン形状)を、ホットプレス法に続いて焼結プロセスを用いて作製した。バインダー組成(KCl/K2CO3比率)、バインダー量、ベントナイト含有量、加熱温度/時間、焼結温度/時間などの主要なパラメータを体系的に変化させた。得られた中子の特性を測定し、分析した。最後に、実際の応用における中子の性能を検証するために鋳造試験を実施した。
データ収集および分析方法:
- 材料: Dalinシリカ砂(70/100メッシュ)、分析グレードK2CO3およびKCl、400メッシュベントナイト。
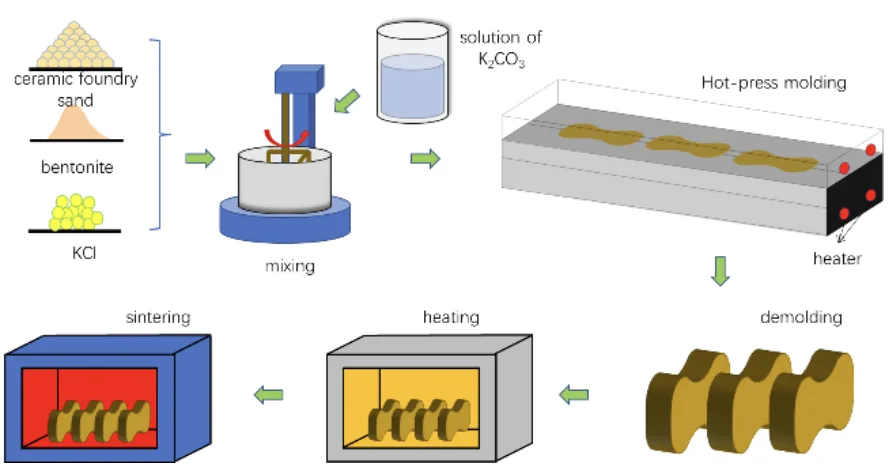
- サンプル作製: 原砂、ベントナイト、KClを混合。K2CO3溶液を加えて再度混合。混合物を加熱された金型でプレス(ホットプレス)し、脱型。サンプルをオーブンで加熱した後、抵抗炉でより高い温度で焼結。
- 特性試験:
- 引張強度(初期および保管時): SWY万能油圧強度試験機を用いて測定。保管強度は、サンプルを特定の時間、制御された湿度(80±5% RHまたは85±5% RH)に曝露した後に測定。
- 吸湿率: 制御された湿度に曝露した後、JA5003N電子天秤で測定した重量増加から計算。式: w = (Mt-Mo)/Mo×100%。
- 水溶性/崩壊性: サンプルを様々な時間水中に浸漬した後の引張強度低下を測定して評価。
- 微細構造: 走査型電子顕微鏡(SEM, FEI Co., Ltd., Netherlands)を用いて観察し、エネルギー分散型X線分光法(EDX)で元素分析を実施。
- ガス発生量: 測定し、他の中子タイプ(参考文献[13]のデータ)と比較。
- 鋳造試験: ZL101Aアルミニウム合金を使用し、注湯温度700 °CでT字管を鋳造。中子除去および鋳物品質を目視で評価。
研究テーマと範囲:
本研究は、ホットプレス焼結プロセスを用いたKCl-K2CO3複合塩システムで結合された水溶性中子の開発と特性評価に焦点を当てた。範囲には以下が含まれる:
- 初期強度を得るためのホットプレスパラメータ(バインダー組成、塩含有量、ベントナイト添加、温度、時間)の最適化。
- ホットプレスされた中子の吸湿挙動と保管強度の調査。
- 焼結温度と時間が最終引張強度、耐湿性、保管強度に及ぼす影響の決定。
- 熱力学分析(ギブズ自由エネルギー)と微細構造観察(SEM-EDX)を通じた強度発現と耐湿性向上メカニズムの理解。
- 中子のガス発生特性の評価。
- 水中浸漬中の強度損失測定による中子の崩壊性の評価。
- アルミニウム合金鋳造試験による中子性能の検証。
6. 主要な結果:
主要な結果:
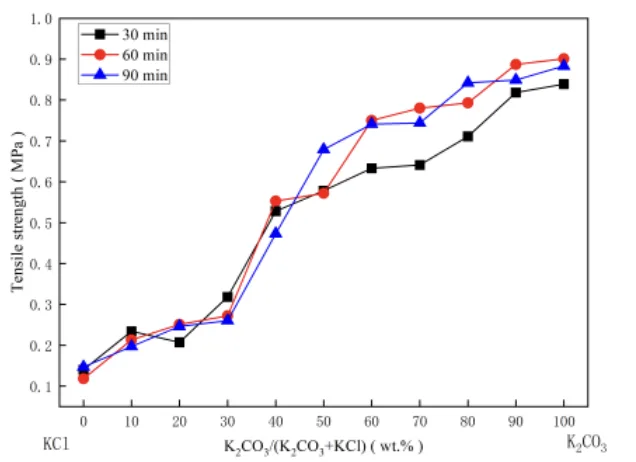
- KCl-K2CO3バインダーを使用したホットプレス中子(複合塩中のK2CO3約60 wt.%、対砂複合塩10 wt.%、ベントナイト1 wt.%、約140-160 °Cで1時間加熱が最適)は、0.9 MPaを超える初期引張強度を達成した。
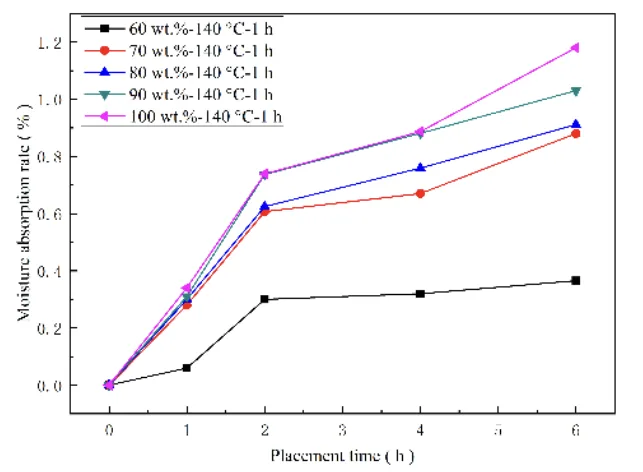
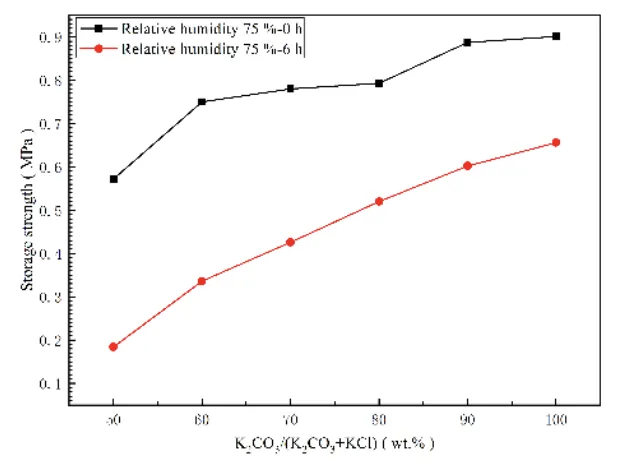
- しかし、これらのホットプレス中子は、吸湿(潮解)により湿潤条件下で著しい強度低下(80±5% RHで6時間後に約0.3 MPaに減少)を示し、その適用が制限された。
- その後の焼結(例:750 °Cで1時間)により、耐湿性が大幅に向上した。焼結された中子は、未焼結の中子と比較して、より高い強度(例:85±5% RHで24時間後に0.58 MPa)を維持し、吸湿率もはるかに低かった。
- 熱力学分析(Fig. 9)は、焼結中にK2CO3がSiO2およびAl2O3(砂およびベントナイト由来)と反応して、K2CO3よりも吸湿性が低い可能性のあるケイ酸カリウム(K2O*mSiO2)およびアルミノケイ酸カリウム(KAlSimOn)を形成することを示唆している。
- 焼結された中子は低いガス発生量(750 °C焼結で6.6 mL/g)を示し、アルミニウム合金の鋳造に適していた(Table 1)。
- 耐湿性が向上したにもかかわらず、焼結された中子は優れた水溶性崩壊性を保持し、水に浸漬すると急速に強度を失い(60秒後に< 0.2 MPa)、鋳物からの容易な除去を保証した(Fig. 12)。
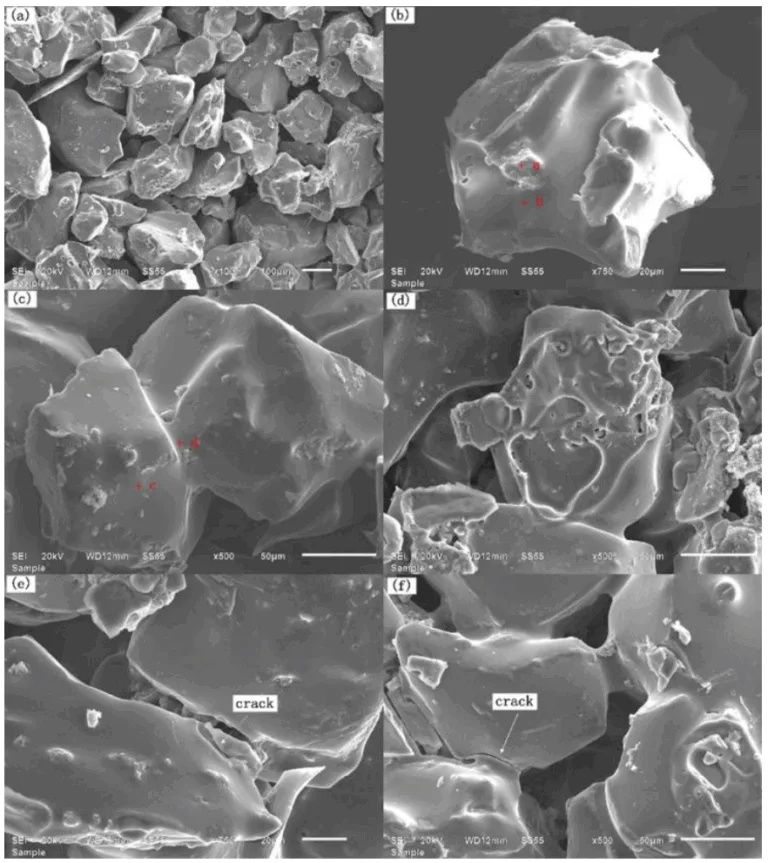
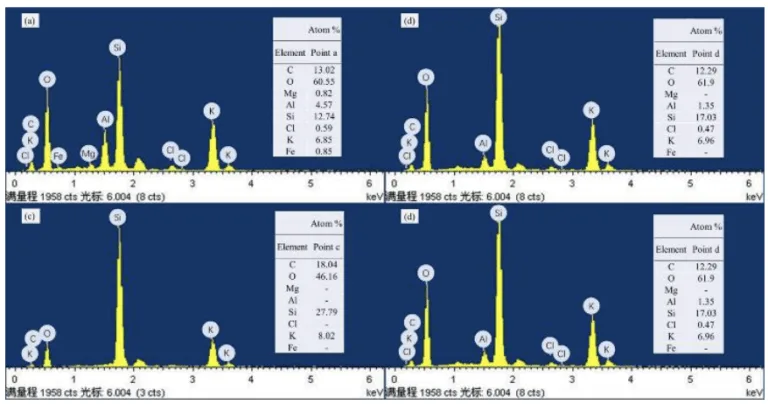
- SEM分析(Fig. 13)により、焼結は未焼結の中子と比較して、より滑らかな塩コーティングとより強固な結合ブリッジを形成することが示された。湿度に曝露されると、焼結構造に亀裂が生じ、最終的な強度低下を説明した。EDX分析(Fig. 14)は、関連する場所でのK、Cl、Si、O、およびベントナイト由来の元素(Al、Mg、Fe)の存在を確認した。
- ZL101Aアルミニウム合金を用いた鋳造試験では、滑らかな内面を持ち欠陥のない中空T字管鋳物が成功裏に製造され、中子が鋳造条件に耐え、その後容易に溶出できることが実証された(Fig. 15)。

図の名称リスト (Figure Name List):
- Fig. 1. The flowchart of the manufacturing process
- Fig. 2. Effect of heating time and proportion of composite salts on the tensile strength of water-soluble cores
- Fig. 3. Effect of placement time and K2CO3 proportion on water absorption of water-soluble cores
- Fig. 4. Effect of placement time and K2CO3 proportion on storage strength of water-soluble cores
- Fig. 5. Effect of heating temperature on the tensile strength of water-soluble cores
- Fig. 6. Effect of composite salt content on the tensile strength of water-soluble cores
- Fig. 7. Effect of bentonite content on the tensile strength of water-soluble cores
- Fig. 8. Effect of sintering temperature and sintering time on tensile strength sintered for (a) 30 min, (b) 60 min, and (c) 90 min
- Fig. 9. Gibbs free energies variation of reactions
- Fig. 10. Effect of placement time and sintering temperature on the moisture absorption rate of water-soluble cores
- Fig. 11. Effect of storage time and sintering temperature on the storage strength of water-soluble cores
- Fig. 12. Effect of soaking time on tensile strength
- Fig. 13. Fracture morphology of the water-soluble cores. (a) water-soluble core without sintering; (b) a single sand particle coated with K2CO3 and KCl; (c) water-soluble core sintered at 700 °C for 1 h; (d) water-soluble core sintered at 750 °C for 1 h; (e) water-soluble core of (c) placed in the RH of 85-90% for 24 h; (f) water-soluble core of (e) placed in the RH of 85-90% for 24 h.
- Fig. 14. EDX analysis of water-soluble core at the point of (a) and (b) in fig. 14(b), (c) and (d) in fig. 14(c)
- Fig. 15. The photo of aluminum alloy casting fabricated by water-soluble core and leached by water. (a) Casting molds with water-soluble cores fixed; (b) Aluminum alloy casting with the water-soluble core; (c) Dissected casting
7. 結論 (Conclusion):
本研究では、ホットプレス焼結プロセスを用いて水溶性KCl-K2CO3結合砂中子を開発し、最適化した。主な結論は以下の通りである:
1) 未焼結(ホットプレスのみ)の複合塩中子は0.9 MPaを超える強度を達成したが、80 ± 5% RHで6時間曝露後には0.3 MPaに減少した。最適条件は、複合塩10 wt.%(K2CO3 60 wt.%含有)、ベントナイト1 wt.%、140 °Cで1時間硬化であった。これは重力鋳造の要求を満たすが、湿度感受性のために適用が制限される。
2) 750 °Cで1時間の焼結プロセスは、中子の耐吸湿性を効果的に改善し、ガス発生量(6.6 mL/g)を低減し、80分以内の浸漬での崩壊を可能にした。
3) 焼結された中子の改善された耐湿性は、KClおよびK2CO3よりも吸湿性が低い反応生成物(K2O*mSiO2およびKAlSimOn)の形成に起因する。焼結された中子は、85±5% RHで24時間曝露後も高い引張強度を維持した。容易に溶解するKClの存在は、鋳造後の良好な溶出性を保証する。
8. 参考文献 (References):
- [1] Huang, R. & Zhang, B. (2017). Study on the composition and properties of salt cores for zinc alloy die casting. International Journal of Metalcasting. 11(3), 440-447. DOI: 10.1007/s40962-016-0086-7.
- [2] Tu, S., Liu, F., Li, G., Jiang, W., Liu, X. & Fan, Z. (2018). Fabrication and characterization of high-strength water-soluble composite salt core for zinc alloy die castings. The International Journal of Advanced Manufacturing Technology. 95(1-4), 505-512. DOI: 10.1007/s00170-017-1208-y.
- [3] Yaokawa, J., Miura, D., Anzai, K., Yamada, Y. & Yoshii H. (2007). Strength of salt core composed of alkali carbonate and alkali chloride mixtures made by casting. Materials Transactions. 48(5), 1034-1041. DOI: 10.2320/matertrans.48.1034.
- [4] Lichý, P., Beňo, J. & Morys, M. (2014). Influence of ecologically friendly cores on surface quality of castings based on magnesium alloys. Metalurgija. 53(3), 303-306.
- [5] Xiao, Z., Harper, L.T., Kennedy, A.R. & Warrior, N.A. (2017). A water-soluble core material for manufacturing hollow composite sections. Composite Structures. 182(15), 380-390. DOI: 10.1016/j.compstruct.2017.09.058.
- [6] Beňo, J., Adámková, E., Mikšovský, F. & Jelínek, P. (2015). Development of composite salt cores for foundry applications. Materiali in Tehnologije. 49(4), 619-623. DOI: 10.17222/mit.2013.160.
- [7] Jelínek, P., Mikšovský, F., Beňo, J. & Adámková, E. (2013). Development of foundry cores based on inorganic salts. Materiali in Tehnologije. 47(6), 689-693.
- [8] Cornacchia, G., Dioni, D., Faccoli, M., Gislon, C., Solazzi, L., Panvini, A. & Cecchel, S. (2019). Experimental and numerical study of an automotive component produced with innovative ceramic core in high pressure die casting (HPDC). Metals. 9(2), 217, 1-21. DOI: 10.3390/met9020217.
- [9] Liu, F., Fan, Z., Liu, X., He, J. & Li, F. (2016). Aqueous gel casting of water-soluble calcia-based ceramic core for investment casting using epoxy resin as a binder. The International Journal of Advanced Manufacturing Technology. 86(5-8), 1235-1242. DOI: 10.1007/s00170-015-8227-3.
- [10] Fuchs, B., Eibisch, H. & Korner, C. (2013). Core viability simulation for salt core technology in high-pressure die casting. International Journal of Metalcasting. 7, 39-45. DOI: 10.1007/BF03355557.
- [11] Liu, F., Tu, S., Gong, X., Li, G., Jiang, W., Liu, X. & Fan, Z. (2020). Comparative study on performance and microstructure of composite water-soluble salt core material for manufacturing hollow zinc alloy castings. Materials Chemistry and Physics. 252, 1-10. DOI: 10.1016/j.matchemphys.2020.123257.
- [12] Beňo, J., Lichý, P., Cagala, M., Jelínek, P., Bruska, M., Gál, K., Morys, M. (2013). Utilization of ecological friendly cores for magnesium alloys castings. In METAL 2013 : 22nd International Conference on Metallurgy and Materials, 15 – 17 May 2013. Brno, Czech Republic: Tagner.
- [13] Liu, F., Jiang, P., Huang, Y., Jiang, W., Liu, X. & Fan, Z. (2018). A water-soluble magnesium sulfate bonded sand core material for manufacturing hollow composite castings. Composite Structures. 201, 553-560. DOI: 10.1016/j.compstruct.2018.06.084.
- [14] Zhang, L., Li, Y. & Chen, Q. (2011). Optimization of the mixture design of the fomula for water-soluble cores. Journal of Huazhong University of Science and Technology (Natural Science Edition). 39(3), 6-9.
- [15] Zhang, L., Li, Y. & Zhao, W. (2011). Improvement of humidity resistance of water soluble core by precipitation method. China Foundry. 8(2), 212-217.
- [16] Bruch, L.W., Glebov, A., Toennies, J.P. & Weiss, H. (1995). A helium atom scattering study of water adsorption on the NaCl(100) single crystal surface. The Journal of Chemical Physics. 103(12), 5109-5120. DOI: 10.1063/1.470598.
9. 著作権 (Copyright):
- この資料は「[Xiaona Yang, Long Zhang, Xing Jin, Jun Hong, Songlin Ran, Fei Zhou]」による論文です。「[Development of Water-Soluble Composite Salt Sand Cores Made by a Hot-Pressed Sintering Process]」に基づいています。
- 論文の出典: https://doi.org/10.24425/afe.2023.146662
この資料は上記の論文に基づいて要約されたものであり、商業目的での無断使用は禁じられています。
Copyright © 2025 CASTMAN. All rights reserved.