「鋳造不可能」を覆すナノテクノロジー:高強度アルミニウム合金AA2024の精密鋳造を成功させる新技術
この技術概要は、Yitian Chi氏らによる学術論文「Rapid Investment Casting of Nano-treated Aluminum Alloy 2024」に基づいています。ダイカストおよび鋳造の専門家のために、株式会社STI C&Dのエキスパートが要約・分析しました。
キーワード
- 主要キーワード: ナノ処理アルミニウム合金2024の精密鋳造
- 副次キーワード: ラピッドインベストメントキャスティング (RIC), AA2024, 高強度アルミニウム合金, 熱間割れ, ナノテクノロジー, TiCナノ粒子, 微細構造制御, 機械的特性, 積層造形
エグゼクティブサマリー
- 課題: 高強度・高耐疲労性を持つアルミニウム合金AA2024は、その優れた特性から需要が高い一方、緩やかな凝固プロセスを経る精密鋳造では熱間割れや引け巣欠陥が発生しやすく、製造が極めて困難とされてきました。
- 手法: 本研究では、積層造形(AM)を応用したラピッドインベストメントキャスティング(RIC)プロセスにおいて、AA2024溶湯にTiC(炭化チタン)ナノ粒子を添加。ナノ粒子を添加しない純粋なAA2024鋳造品と比較し、その微細構造と機械的特性を詳細に評価しました。
- 重要なブレークスルー: TiCナノ粒子の添加により、鋳造品の熱間割れや引け巣欠陥が完全に抑制されました。ナノ粒子が核生成サイトとして機能し、結晶粒を劇的に微細化(平均粒径が2431.3 µmから49.6 µmへ減少)。これにより、鋳造品質が大幅に向上しました。
- 結論: ナノテクノロジーの活用により、従来は「鋳造不可能」とされた高強度展伸材であるAA2024の精密鋳造が実現可能になりました。熱処理後の機械的特性は、市販の展伸材に匹敵するレベルに達し、複雑形状を持つ高性能部品の製造に新たな道を開きます。
課題:なぜこの研究が鋳造技術者にとって重要なのか
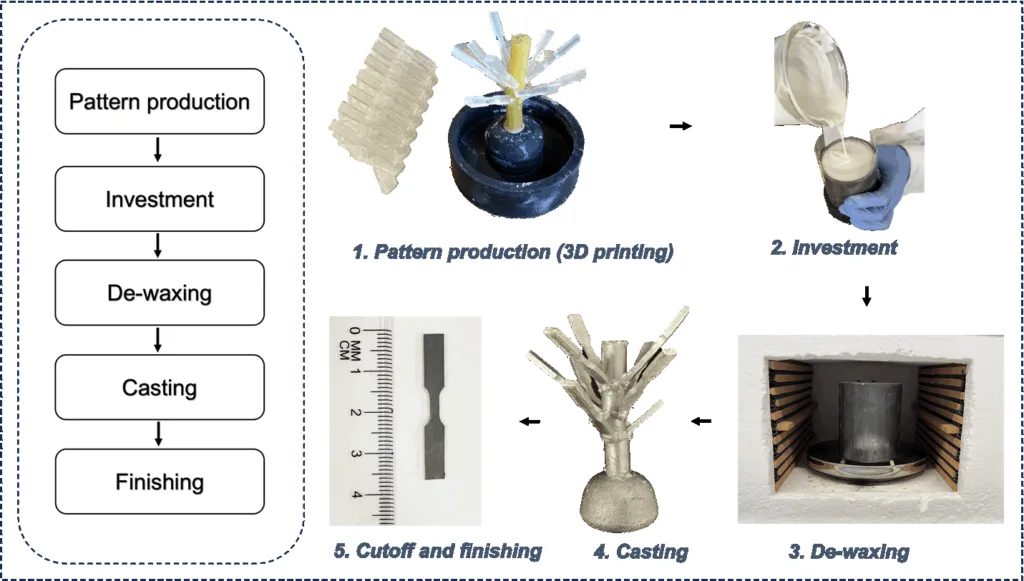
精密鋳造(インベストメントキャスティング)は、複雑な形状の金属部品を製造する上で広く用いられている技術です。特に、積層造形(3Dプリンティング)でパターンを製作するラピッドインベストメントキャスティング(RIC)は、金型不要でコストとリードタイムを大幅に削減できるため、多品種少量生産や設計自由度の高い部品製造において注目されています(Pattnaik, Karunakar, and Jha 2012)。
しかし、航空宇宙産業などで求められる高強度アルミニウム合金、例えばAA2024(Al-Cu-Mg系合金)は、このRICプロセスへの適用が極めて困難でした。その理由は、凝固時の冷却速度が遅い精密鋳造プロセスにおいて、合金が持つ広い凝固温度範囲が原因で、深刻な「熱間割れ」や引け巣欠陥を起こしやすい性質にあります(Shabestari and Ghoncheh 2015)。この根本的な問題のため、AA2024の精密鋳造に関する成功例はこれまでほとんど報告されていませんでした。この研究は、この長年の課題にナノテクノロジーという全く新しいアプローチで挑んだものです。
アプローチ:研究手法の解明
本研究チームは、AA2024の鋳造性を根本から改善するため、ナノ粒子の添加という革新的な手法を採用しました。具体的なプロセスは以下の通りです。
- パターン製作: まず、光造形(MSLA)3Dプリンターを用いて、引張試験片のパターンを樹脂で製作し、ワックスツリーに組み立てました。
- 鋳型製作: このパターンをセラミックスラリーに浸漬・乾燥させて鋳型(セラミックシェル)を形成後、高温で焼成し、内部の樹脂パターンを焼失させると同時に鋳型を強化しました(デワックス)。
- ナノ処理溶湯の準備: AA2024の溶湯に対し、約1 vol.%のTiCナノ粒子を含むアルミニウムマスターナノコンポジットを添加。アルゴンガス雰囲気下で攪拌し、ナノ粒子を均一に分散させました。比較のため、ナノ粒子を添加しない純粋なAA2024溶湯も用意しました。
- 鋳造と評価: 予熱した鋳型に溶湯を真空雰囲気下(-60 kPa)で注湯。得られた鋳造品に対し、微細構造解析(SEM, XRD)、熱分析(DSC)、機械的特性評価(硬さ試験, 引張試験)を実施しました。
この一連のプロセスを通じて、ナノ粒子の添加がAA2024の凝固挙動と最終的な製品品質にどのような影響を与えるかを定量的に明らかにしました。
ブレークスルー:主要な研究結果とデータ
ナノ粒子の添加は、AA2024の鋳造性に劇的な改善をもたらしました。
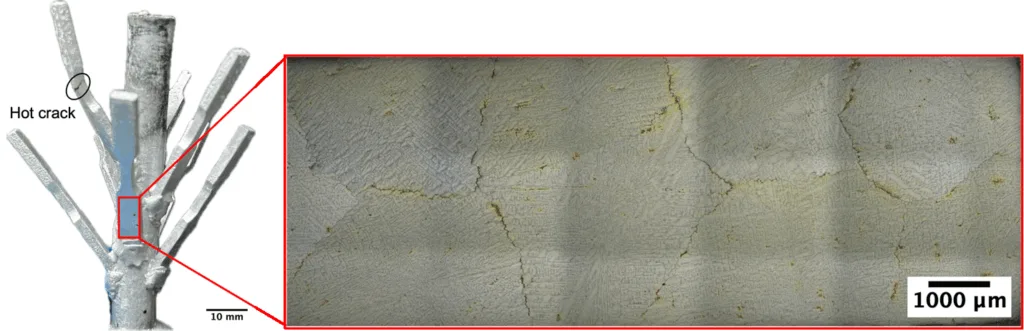
- 鋳造品質の劇的改善: ナノ粒子を添加しない純粋なAA2024(IC2024)の鋳造品は、Figure 2に示すように、ほぼすべての試験片に深刻な熱間割れが発生し、製品として成立しませんでした。一方、ナノ処理を施したAA2024(IC2024-NT)は、同じ鋳造条件下で一切の割れや欠陥なく、健全な鋳造品を得ることに成功しました。
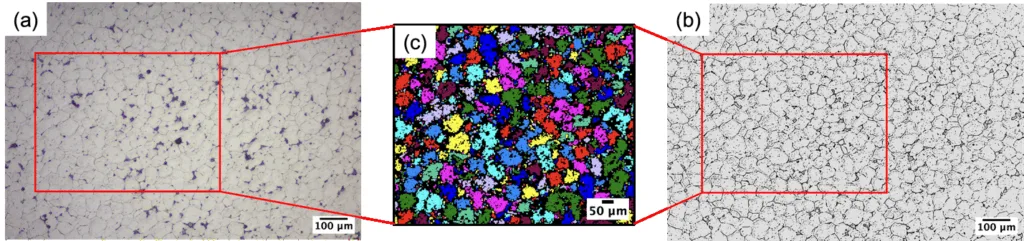
- 結晶粒の超微細化: 割れなかったIC2024の一部を観察すると、平均結晶粒径は2431.3 µmという極めて粗大なものでした。これに対し、IC2024-NTの平均結晶粒径はわずか49.6 µmであり、約1/50にまで微細化されていることがFigure 3で確認されました。これは、TiCナノ粒子が凝固時に核生成サイトとして機能し、多数の微細な結晶粒を同時に生成させた結果です。
- 機械的特性の飛躍的向上: ナノ処理による微細構造の改善は、機械的特性に顕著に現れました。Table 3およびFigure 10が示すように、IC2024-NTは鋳放しの状態でも5.1%の伸びを示し、純粋なIC2024(伸び1%未満で破断)とは比較にならない延性を獲得しました。さらに、T6熱処理(溶体化処理後、人工時効)を施すことで、降伏強度は377.4 MPa、引張強度は429.5 MPaに達し、これは市販のAA2024展伸材に匹敵する優れた値です。
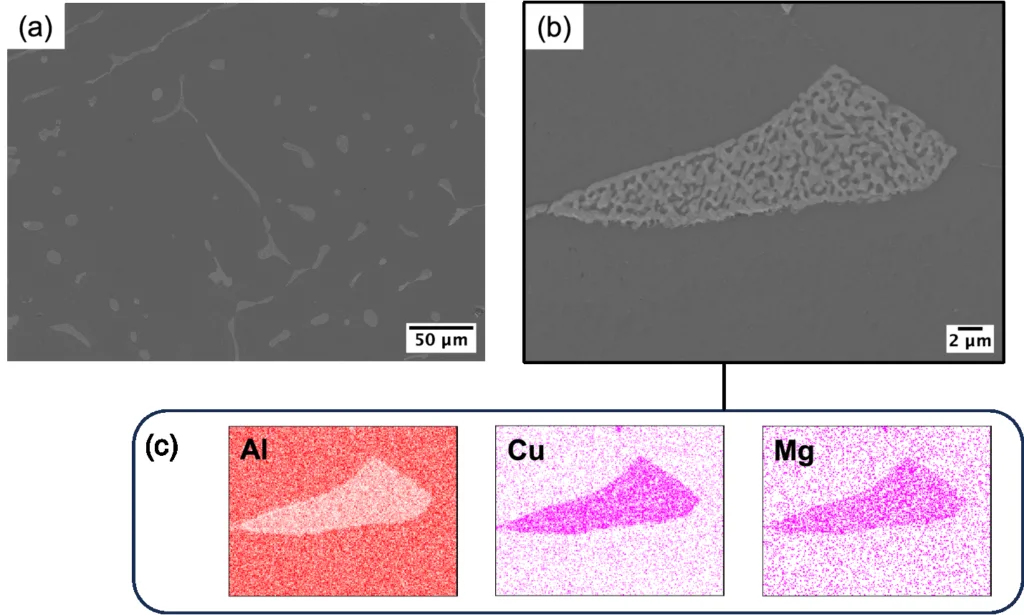
- 二次相の形態制御: SEM観察(Figure 5, Figure 6)により、ナノ粒子は粗大な樹枝状の二次相(金属間化合物)の成長を阻害し、粒界に沿ってより微細かつ均一に分散させる効果があることも確認されました。この二次相の形態制御も、延性向上の大きな要因と考えられます。
お客様の鋳造・開発業務への実践的示唆
本研究の成果は、シミュレーションや実際の製造現場において、以下のような実践的な価値を提供します。
- プロセスエンジニアへ: これまで精密鋳造の適用外とされてきた高強度アルミニウム合金(2000系、7000系など)を、ナノ粒子添加技術によって製造ラインナップに加える可能性が示唆されます。これにより、より高性能な鋳造部品の提供が可能になります。
- 品質管理担当者へ: Figure 2が示すように、ナノ処理は熱間割れという致命的な欠陥を根本的に抑制します。均一で微細な結晶粒組織(Figure 3)は、製品ロット間の機械的特性のばらつきを低減し、品質の安定化と歩留まり向上に貢献する可能性があります。
- 設計・開発担当者へ: AA2024のような高強度・軽量材料を、RICプロセスが持つ「複雑形状・トポロジー最適化形状」の製造能力と組み合わせることが可能になります。これにより、航空宇宙、自動車、防衛分野における部品の軽量化と高性能化を、従来にないレベルで両立できる設計が実現できます。
論文詳細
Rapid Investment Casting of Nano-treated Aluminum Alloy 2024
1. 概要
- 論文名: Rapid Investment Casting of Nano-treated Aluminum Alloy 2024
- 著者: Yitian Chi, Narayanan Murali, Xiaochun Li
- 発表年: 2023 (Preprint)
- 発表媒体: SSRN Electronic Journal
- キーワード: Investment casting, AA2024, Additive manufacturing, Nano-treating
2. 論文要旨
積層造形に基づくラピッドインベストメントキャスティング(RIC)は、金型不要で自由形状や複雑形状のパターン・部品を迅速に製造できるため、鋳造業界で広く応用されている。しかし、AA2024のような高強度・高耐疲労性を有する高性能Al-Cu-Mg合金は、伝統的に精密鋳造が非常に困難、あるいは不可能とされてきた。これは、緩やかな凝固プロセス中に熱間割れやその他の引け巣欠陥を生じやすいためである。本研究では、ナノ粒子を用いて、割れや引け巣欠陥のないAA2024のラピッドインベストメントキャスティングを可能にした。ナノテクノロジーを応用したAA2024のRICは、良好な鋳造品質と並外れた機械的性能を提供することが実証された。この研究は、他の高強度アルミニウム合金へのナノテクノロジー応用RICの大きな可能性を示し、幅広い応用が期待される。
3. 緒言
インベストメントキャスティング(IC)は、複雑な金属部品の量産に広く適用されるが、ワックスパターン製作における金型コストの高さとリードタイムの長さが課題であった。ラピッドプロトタイピング技術を活用するラピッドインベストメントキャスティング(RIC)は、これらの課題を解決し、中・少量生産において経済的利点をもたらす。しかし、AA2024のような高性能合金は、熱間割れ感受性が高いためRICでの製造が困難であった。本研究は、この課題をナノテクノロジーによって解決することを目的とする。
4. 研究の要約
研究トピックの背景
AA2024は高強度、良好な熱処理応答性、優れた耐疲労性を持つが、精密鋳造における熱間割れの問題からその適用は限定的であった。これまでの研究は鋳造プロセスのパラメータ最適化に焦点が当てられていたが、合金自体の鋳造性を改善する研究は少なかった。
従来研究の状況
近年、ナノテクノロジーがAA2024の溶接や積層造形に応用され、成功を収めている。少量のナノ粒子を添加することで、高強度アルミニウム合金の凝固挙動が劇的に変化し、高品質で割れのない溶接部や積層造形物が得られることが示されている。この知見に基づき、本研究ではナノテクノロジーが精密鋳造における鍵となると考えた。
研究の目的
本研究の目的は、約1 vol.%のTiCナノ粒子を添加することにより、従来は困難であったAA2024のRICを成功させ、その微細構造の変化と機械的特性を評価することである。
研究の核心
ナノ粒子を添加したAA2024(IC2024-NT)と、添加しない純粋なAA2024(IC2024)をRICプロセスで鋳造し、両者を比較。ナノ粒子の添加が、鋳造欠陥の抑制、結晶粒の微細化、二次相の形態制御、そして最終的な機械的特性の向上にどのように寄与するかを実験的に検証した。
5. 研究手法
研究デザイン
比較実験デザインを採用。主要な独立変数はTiCナノ粒子の有無とし、従属変数として鋳造品質(割れの有無)、微細構造(結晶粒径、相分布)、機械的特性(硬さ、引張強度、延性)を設定した。
データ収集と分析方法
- 試料作製: 3Dプリントされた樹脂パターンを用いたRICプロセスで引張試験片を鋳造。溶湯には、TiCナノ粒子を含むマスターナノコンポジットを添加(IC2024-NT)または添加しない(IC2024)ものを用意。鋳造後、一部の試料にはT4(自然時効)およびT6(人工時効)熱処理を施した。
- 化学組成分析: ICP-OES(誘導結合プラズマ発光分光分析)
- 相組成分析: XRD(X線回折)
- 微細構造観察: 光学顕微鏡、SEM(走査型電子顕微鏡)-EDX(エネルギー分散型X線分光法)
- 熱分析: DSC(示差走査熱量測定)
- 機械的特性評価: ビッカース硬さ試験、引張試験
研究対象と範囲
本研究は、アルミニウム合金AA2024を対象とし、ラピッドインベストメントキャスティングプロセスにおけるTiCナノ粒子添加の効果に焦点を当てている。鋳放し、T4処理、T6処理の各状態での評価を行った。
6. 主要な結果
主要な結果
- 鋳造性: 純粋なIC2024は深刻な熱間割れを起こしたが、IC2024-NTは欠陥なく鋳造できた(Figure 2)。
- 微細構造: IC2024-NTの平均結晶粒径は49.6 µmであり、IC2024の2431.3 µmと比較して劇的に微細化された(Figure 3)。ナノ粒子は凝固核として機能し、粒成長を抑制した。
- 相構造: IC2024-NTでは、二次相(Al₂CuMgなど)が粗大な樹枝状ではなく、粒界に沿って微細かつ不連続な断片として均一に分布していた(Figure 6)。これはナノ粒子が二次相の成長を妨げた結果である。
- 機械的特性: IC2024-NTは、鋳放し状態で110.5 HVの硬さ、273.8 MPaの引張強度、5.1%の延性を示した。T6熱処理後は、硬さが160.0 HV、引張強度が429.5 MPa、延性が6.1%に向上し、市販の展伸材に匹敵する性能を示した(Table 3, Figure 9)。
図の名称リスト
- Figure 1. Basic rapid investment casting process flowchart
- Figure 2. Investment casting tensile bar tree for IC2024 (left) and its optical microstructures (right)
- Figure 3. Optical microstructures of cross-sections for IC2024-NT (a); (b) shows threshold image of (a); (c) shows color-labeled grain structure of one segment of (a) &(b)
- Figure 4. XRD spectra of pure and nano-treated samples
- Figure 5. SEM images of as-cast IC2024 (a, b); (c) shows EDS maps of Al, Cu, and Mg in (b)
- Figure 6. SEM images of as-cast IC2024-NT (a, b) conditions; (c) shows EDS maps of Al, Cu, Mg, and Ti in (b)
- Figure 7. SEM images of IC2024-NT after T6 heat treatment (a,b); (c) shows EDS mapping of Al, Cu, Mg, and Ti in (b)
- Figure 8. DSC heating curves for investment cast AA2024
- Figure 9. Microhardness of cast samples under different processing conditions
- Figure 10. Representative stress-strain curves for cast samples in different conditions
7. 結論
本研究は、ナノテクノロジーがAA2024のラピッドインベストメントキャスティングを可能にすることを実証した。TiCナノ粒子の添加は、以下の点で成功を収めた。
- 鋳造性の向上: 熱間割れやその他の凝固欠陥をなくし、AA2024の鋳造を可能にした。
- 結晶粒の微細化: 低い冷却速度にもかかわらず、連続的な核生成を促進し、粒成長を抑制した。平均粒径は純粋なサンプルの2431.3 µmに対し、ナノ処理サンプルでは49.6 µmであった。
- 二次相の制御: 二次相は粒界の三重点付近に均一に分布し、ナノ粒子は二次相を不連続な断片に破壊した。
- 機械的特性の向上: ナノ処理されたAA2024は、特にT4およびT6熱処理後に並外れた機械的特性を示し、T6処理後の引張強度は429.4 MPaに達した。
8. 参考文献
- [論文に記載されている参考文献リストをそのまま引用します。翻訳や省略は行いません。]
- Cáceres, C.H., J.R. Griffiths, A.R. Pakdel, and C.J. Davidson. 2005. "Microhardness Mapping and the Hardness-Yield Strength Relationship in High-Pressure Diecast Magnesium Alloy AZ91.” ... [以下、論文記載の全リスト]
- ...
- Yang, Hanry, Lin Jiang, Martin Balog, Peter Krizik, and Julie M. Schoenung. 2017. "Reinforcement Size Dependence of Load Bearing Capacity in Ultrafine-Grained Metal Matrix Composites.” Metallurgical and Materials Transactions A 48 (9): 4385–92.
結論と次のステップ
この研究は、鋳造プロセスにおける重要な課題を解決するための貴重なロードマップを提供します。その結果は、品質を向上させ、欠陥を減らし、生産を最適化するための明確でデータに基づいた道筋を示しています。
株式会社STI C&Dは、最先端の産業研究を応用して、お客様の最も困難な技術的課題を解決することに尽力しています。この技術資料で議論されている課題がお客様の研究目標と一致する場合、これらの先進的な原理をお客様の研究にどのように適用できるか、ぜひ当社のエンジニアリングチームにご相談ください。
専門家によるQ&A
- Q1: なぜAA2024は通常、精密鋳造がこれほど難しいのですか?
- A1: 論文の緒言によると、AA2024は高強度Al-Cu-Mg合金であり、凝固時の冷却速度が遅い精密鋳造プロセスでは、広い凝固温度範囲を持つために熱間割れ(hot cracking)や引け巣欠陥(shrinkage defects)を非常に起こしやすい性質があるためです。
- Q2: ナノ粒子は具体的にどのようにして割れを防ぎ、鋳造品質を向上させたのですか?
- A2: 論文の結果(Results and Discussion)によれば、TiCナノ粒子が2つの主要な役割を果たしました。第一に、凝固時に異質核生成サイトとして機能し、多数の微細な結晶粒を同時に生成させました。第二に、固液界面に存在し、粒成長を物理的に妨げる(ピニング効果)ことで、結晶粒の粗大化を抑制しました。Figure 3で示されるように、これにより平均粒径が約1/50に微細化され、応力集中が緩和され、熱間割れが防止されました。
- Q3: 機械的特性の向上はどの程度 significant(重要)なものですか?
- A3: 非常に重要です。Table 3によると、ナノ処理を施しT6熱処理を行ったAA2024(IC2024-NT)は、引張強度が429.5 MPa、延性が6.1%に達しました。これは、比較対象として示されている市販のAA2024展伸材(Wrought)の引張強度427 MPa、延性5%に匹敵、あるいはそれを上回る値です。従来鋳造が不可能だった材料で、展伸材と同等の性能を達成したことは画期的な成果です。
- Q4: このナノ処理技術は、熱処理後も効果が持続するのですか?
- A4: はい、持続します。Figure 7のSEM画像が示すように、T6熱処理のような高温プロセスを経た後でも、ナノ粒子は化学的に安定しており、二次相の周囲や内部に存在し続けています。これにより、高温でも二次相の形態を制御する効果が維持され、熱処理による強度向上を最大限に引き出すことに貢献しています。
- Q5: 論文で言及されているラピッドインベストメントキャスティング(RIC)とは何ですか?
- A5: 論文の緒言で説明されている通り、RICは従来のワックスパターンを積層造形(Additive Manufacturing、3Dプリンティング)で製作する精密鋳造法です。これにより、パターン製作のための高価な金型が不要となり、生産コストを最大60%、リードタイムを最大89%削減できると報告されています(Wang et al. 2019)。
著作権
- この資料は、Yitian Chi氏らによる論文「Rapid Investment Casting of Nano-treated Aluminum Alloy 2024」を分析したものです。
- 論文の出典: https://ssrn.com/abstract=4670054
- この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。
- Copyright © 2025 株式会社STI C&D. All rights reserved.