本技術要約は、S. Madhukar, A. Shravan, P. Vidyanand Sai, Dr. V.V. SatyanarayanaによってInternational Journal of Mechanical Engineering and Technology(2016)に発表された学術論文「A critical review on cryogenic machining of titanium alloy (TI-6AL-4V)」に基づいています。この内容は、HPDC(高圧ダイカスト)の専門家向けに、CASTMANの専門家がGemini、ChatGPT、GrokといったLLM AIの支援を受けて分析・要約したものです。

キーワード
- 主要キーワード: チタン合金の極低温加工
- 副次キーワード: Ti-6Al-4V, 液体窒素クーラント, 難削材, 工具寿命, 航空宇宙用合金, 持続可能な加工, 表面粗さの改善
エグゼクティブサマリー
- 課題: Ti-6Al-4Vのようなチタン合金は、航空宇宙産業やその他の高性能産業で不可欠ですが、加工が非常に困難であり、高い熱と化学反応性により極端に短い工具寿命と低い表面品質を引き起こします。
- 研究方法: 本研究では、従来の湿式クーラントに代わる手法として、特に液体窒素(LN2)を用いた極低温冷却の適用をレビューします。
- 主な発見: 極低温加工は熱を効果的に除去し、切削工具を変形や構成刃先から保護します。その結果、従来の方法と比較して、優れた表面仕上げ、切削抵抗の低減、より高い材料除去率(MRR)、そして大幅に延長された工具寿命が実現します。
- 結論: 液体窒素をクーラントとして使用することは、硬質材料の加工において技術的に有利で環境に優しい代替手段です。主要な生産指標を改善するだけでなく、石油系オイルに関連する環境への悪影響や処理コストも排除します。
課題:この研究が製造専門家にとって重要な理由
数十年にわたり、エンジニアはチタン合金のような高強度材料の低い加工性に苦しんできました。論文の序論で述べられているように、これらの合金は優れた強度対重量比と耐食性を提供しますが、その特性自体が加工における大きな障害となります。切削点で発生する高温と高応力は、工具の急速な摩耗を引き起こし、特にチタンはほとんどの工具材料と強い化学的親和性を持つため、問題をさらに悪化させます。
従来のAl₂O₃のような工具コーティングは、熱伝導率が低く熱放散を妨げるため効果がありません。同様に、炭化チタンや窒化チタンコーティングも被削材との化学反応性が高いため適していません。これにより、製造業者は生産性を低下させコストを増加させる低速な切削速度を使用せざるを得ませんでした。この論文は、これらの問題の根本原因である過剰な熱に対処する強力なソリューション、すなわち極低温加工をレビューします。
アプローチ:研究方法の分析
この論文は、極低温加工に関する既存の研究を批判的にレビューするものです。この技術の核心は、従来の油水エマルジョンクーラントを、切削領域に直接噴射される液体窒素(LN2)ジェットに置き換えることです。図1が示すように、極低温技術は19世紀半ばから発展し、1953年に初めて加工分野への応用が報告されました。
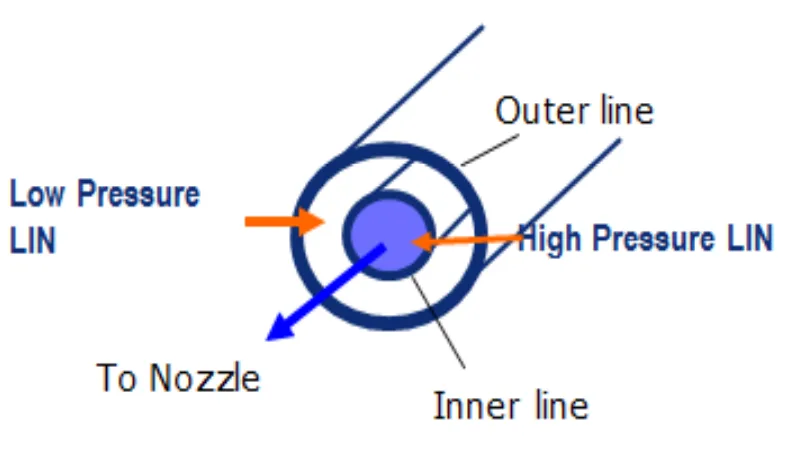
その方法論は、加圧されたデュワー貯蔵タンクから特殊な供給システムを介して工作機械にLN2を供給することを含みます(図2および図3参照)。Air Products社のICEFLYのような先進的なシステムは、同軸二重管技術を使用して高圧の液体窒素を早期に蒸発させることなく切削刃に直接供給し、冷却効率を最大化します(図4)。この研究では、極低温加工の結果(MRR、切削抵抗、表面粗さ)を、従来の水性クーラントを用いた場合と比較しています[1]。
画期的な発見:主要な研究結果とデータ
本論文で示された包括的なレビューは、チタン合金に極低温冷却を適用することのいくつかの重要な利点を浮き彫りにしています。
- 発見1:優れた冷却と工具保護: 主な利点は効率的な熱除去です。論文は、液体窒素の極低温が持つ巨大な熱運搬能力が、「切削工具を変形や構成刃先から保護することで、効果的かつ効率的な冷却に重要な役割を果たした」と結論付けています。
- 発見2:加工性能の向上: 論文でレビューされた実験は、極低温冷却が「水性クーラントと比較して良好な表面仕上げ、切削抵抗の低減、そしてより高いMRR」をもたらすことを一貫して示しています。これにより、品質や工具寿命を犠牲にすることなく、より積極的な切削条件を設定できます。
- 発見3:顕著な環境および安全上の利点: 極低温加工は持続可能でクリーンなプロセスです。表3に詳述されているように、液体窒素は鉱物油と比較して地球温暖化係数(GWP)がほぼゼロであり、使用エネルギーが少なく、固形廃棄物を生成しません。論文の結論は、LN2の使用が「環境への害を減らし」「従来のクーラントと処理コストを排除する」と強調しています。
- 発見4:難削材に対する実証済みの有効性: これらの利点は理論的なものではありません。この研究は、これまで高価な研削作業に限定されていた硬質部品の加工において、チタンおよびその合金の生産性と工具寿命を向上させるために極低温冷却を成功裏に適用した数多くの研究[5–14]を記録しています。
HPDC製品への実用的な示唆
CASTMANは高圧ダイカスト(HPDC)を専門としていますが、多くの先進的な部品が最終仕様を満たすために二次加工を必要とすることを理解しています。この論文で議論されている原則は、高性能な鋳造部品を含む、難削材を扱うあらゆる作業に非常に関連しています。
- プロセスエンジニア向け: 鋳造後の加工が必要な部品に対して、この研究結果は極低温冷却を導入することでスループットを大幅に向上させる可能性を示唆しています。8.2節で述べられているようなより高い切削速度(例:最大150 m/min)を使用できるため、サイクルタイムを短縮し、全体的な生産効率を高めることができます。
- 品質管理部門向け: 結論で述べられているように、極低温冷却と改善された表面仕上げとの間の直接的な相関関係は、優れた部品品質を達成するための信頼できる方法を提供します。これにより、二次的な研磨や仕上げ工程を削減または排除し、時間とコストを節約できます。
- 製造・EHS管理責任者向け: 表3で強調されている環境上の利点は非常に魅力的です。極低温加工を採用することで、持続可能性目標の達成、有害なオイルミストへの作業者の曝露削減、そして従来の切削油の調達、管理、廃棄に関連する大幅なコストの削減に貢献します。これは、現代的で責任ある製造施設にとって戦略的に賢明な投資となります。
論文詳細
チタン合金(TI-6AL-4V)の極低温加工に関する批判的レビュー
1. 概要
- タイトル(Title): A Critical Review on Cryogenic Machining of Titanium Alloy (TI-6AL-4V)
- 著者(Author): S. Madhukar, A. Shravan, P. Vidyanand Sai, Dr. V.V. Satyanarayana
- 発行年(Year of publication): 2016
- 発行学術誌/学会(Journal/academic society of publication): International Journal of Mechanical Engineering and Technology (IJMET)
- キーワード(Keywords): 極低温加工(cryogenic machining), チタン合金(titanium alloy), 液体クーラント(liquid coolant)
2. 抄録(Abstract):
ニッケル、コバルトチタン、タングステンの合金は超硬合金のグループに属し、その中でもチタンは航空宇宙用途で最も急成長している材料の一つです。設計者がチタンを選択する主な理由は、特定の強度レベルに対して質量が比較的小さく、高温に対する耐性が比較的高いことです。チタンは航空機エンジンの前部セクションで長年使用されており、予見可能な将来にわたって使用され続けるでしょう。実際、その特性により、チタン合金は構造部品や着陸装置部品でこれまで以上に普及しています。これらの合金の一つの欠点は、加工性が悪いことです。チタン合金Ti-6Al-4Vは、工具寿命が極めて短い難削材です。この問題を克服するため、チタン合金の加工には先進技術が用いられており、その一つが極低温冷却です。窒素は、発生した熱を放散させるために、コスト効率が高く、安全で、不燃性で、環境に優しいガスであるため、加工においてより好まれます。それに加えて、ワークピースを汚染せず、廃棄のための別のメカニズムも必要ありません。本稿では、極低温条件下でのチタン合金の加工についてレビューを行います。
3. 序論(Introduction):
チタン合金は、チタンと他の化学元素の混合物を含む金属です(表1)。このような合金は、非常に高い引張強度と靭性(極端な温度でも)を持っています。軽量で、並外れた耐食性を持ち、極端な温度に耐える能力があります。これらは、優れた強度対重量比、優れた耐食性、および高温適用性のため、産業用途にとって重要なエンジニアリング材料と見なされています。チタン合金は、高温で高い強度を維持し、腐食に対する高い耐性を持つため、航空宇宙および航空機産業で広く使用されてきました。また、化学プロセス、自動車、生物医学、および原子力産業でもますます使用されています。
チタンとその合金は、加工において最も挑戦的な材料です。切削工具材料の進歩により、多くの難削材がより高い金属除去率で加工できるようになりました。しかし、これらの工具材料のどれも、チタンとの化学的親和性のためにチタン加工に効果的であるようには見えません。工具コーティングの新しい開発もチタン加工には役立ちません。Al₂O₃コーティングは、タングステンカーバイドインサートよりも熱伝導率が低く、切削点での極端に集中した高応力および高温からの熱放散を防ぎます。炭化チタンおよび窒化チタンコーティングは、化学的親和性のためにチタン合金の加工には適していません。したがって、切削温度を下げ、ワークピースと工具の化学的安定性を高める極低温加工は、チタンおよびその合金の加工における生産性レベルを大幅に向上させることが期待されています。チタンとその合金に関するほとんどの極低温加工研究[5–14]は、ワークピースを凍結させるか、極低温クーラントを使用して工具を冷却する際に加工性が向上したことを文書化しています。
極低温加工は、従来の潤滑冷却液(油を水に乳化させたもの)を液体窒素のジェットに置き換える加工プロセスです。極低温加工は、工具寿命を延ばすために荒加工で有用です。また、仕上げ加工で加工面の完全性と品質を維持するのにも役立ちます。極低温加工テストは数十年間にわたって研究者によって行われてきましたが、実際の商業的応用はまだごく少数の企業に限られています。旋削およびフライス加工による極低温加工の両方が可能です。これらの合金に対して、極低温クーラントおよび水性クーラントの両方の環境下で、MRR、切削抵抗、表面粗さの値が研究されました。その中で、極低温クーラントで得られた結果は、水性クーラントよりも優れていました[1]。
4. 研究の概要
研究テーマの背景:
チタン合金、特にTi-6Al-4Vは、高い強度対重量比と耐熱性により、航空宇宙などの産業にとって不可欠です。しかし、高い発熱と切削工具との化学反応性を特徴とする加工性の低さは、非常に短い工具寿命をもたらし、製造の生産性を制限します。
従来の研究状況:
論文で引用されている従来の研究[5-14]では、極低温クーラントを使用することでチタンの加工性が向上したことが記録されています。数十年にわたり研究が行われ、MRR、切削抵抗、表面粗さに関する極低温方式の結果を従来の水性クーラントと比較した結果、極低温方式が優れていることが示されています[1]。本論文では、この技術の歴史的発展(図1)、適用方法(図2, 3, 4)、および利点をレビューしています。
研究の目的:
本論文の目的は、チタン合金加工の課題を克服するための先進技術として、極低温加工を批判的にレビューすることです。その利点、プロセスパラメータ、および従来の効果が低く環境に有害な冷却方法を置き換える可能性に関する知見を統合することを目指しています。
研究の核心:
本研究の核心は、チタン加工におけるクーラントとしての液体窒素(LN2)の使用に関する文献分析です。極低温冷却が工具寿命、表面仕上げ、材料除去率を改善するメカニズムを探求します。また、LN2の環境への影響を他のクーラントと比較し(表3)、流量や切削速度などの実用的なプロセスパラメータについて議論します(セクション8)。
5. 研究方法論
研究設計:
本論文は批判的レビューであり、その設計は極低温加工というトピックに関する既存の学術的および技術的文献の統合と分析に基づいています。新しい実験データは提示せず、代わりに既存の知見を整理・評価して包括的な結論を導き出します。
データ収集と分析方法:
データは、学術論文、会議議事録、技術ガイドなど、さまざまな情報源[1-17]から収集されました。分析では、異なる研究の結果を比較対照し、一貫した傾向、利点、およびチタン合金の極低温加工に関する確立されたプロセスパラメータを特定します。
研究テーマと範囲:
研究の範囲は、チタン合金の特性と応用、極低温技術の歴史的発展、機械への極低温クーラントの供給方法、潜在的な利点(技術的、経済的、環境的)、および旋削・フライス加工のための主要なプロセスパラメータを網羅しています。
6. 主要な結果
主要な結果:
- 液体窒素による極低温冷却は、切削工具を熱による損傷、変形、構成刃先から効果的に保護し、工具寿命を延ばします。
- 従来の水性クーラントと比較して、極低温加工はより良い表面仕上げ、より低い切削抵抗、そしてより高い材料除去率(MRR)をもたらします。
- 液体窒素の使用は、表3に示すように、炭化水素ベースのオイルを排除し、エネルギー使用量を削減し、固形廃棄物を生成しない、環境に優しい代替手段です。
- この技術は、ICEFLY同軸管(図4)のようなシステムを使用して切削領域にLN2を供給する確立された方法により、十分に開発されています。
- 極低温冷却を用いたチタン合金の典型的な切削パラメータは、切削速度70-150 m/min、送り速度0.10-0.25 mm/revの範囲です(8.2節)。
図のリスト:
- Figure 1 極低温技術における初期のマイルストーンの年表
- Figure 2 極低温冷却装置の概略図
- Figure 3 極低温加工のセットアップ
- Figure 4 液体窒素(LN₂)の供給プロセス
7. 結論
液体窒素は、液体状態での非常に低い温度のため、巨大な熱運搬能力を持っています。液体窒素は、切削工具を変形や構成刃先の形成から保護することにより、加工中の効果的かつ効率的な冷却において重要な役割を果たしました。実施された実験は、水性クーラントと比較して、良好な表面仕上げ、減少した切削抵抗、より高いMRRを持つことも証明しています。液体窒素は、硬質材料の加工において有利な代替クーラントです。液体窒素の使用は、石油ベースの鉱物油から生じる炭化水素による環境への害を減らし、従来のクーラントを排除し、クーラントの処理コストを削減します。
8. 参考文献
- [1] [1]A.R. Machado, J. Wallbank, Machining of titanium and its alloys: a review, Proc. Inst. Mech.Eng. 204 (1990) 53.
- [2] [2]P.D. Hartung, B.M. Kramer, Tool wear in titanium machining, Ann. CIRP 31 (1982) 75–80.
- [3] [3]M.J. Donachie Jr., in: ASM (Ed.), Titanium, a Technical Guide, 1982, p. 163.
- … (The rest of the reference list should be copied verbatim without translation) …
- [17] [15]V. Venkatesh, T. T. Mon, J. Ramli, A. Jeefferie, and S. Sharif, Performance of cryogenic machining with nitrogen gas in machining of titanium Applied Mechanics and Materials, vol. 52, pp. 2003-2008, 2011.
専門家Q&A:主な質問への回答
Q1: なぜ従来の湿式冷却はチタン合金の加工に効果が薄いのですか?
A1: 論文の序論によると、従来の冷却が失敗する主な理由は2つあります。第一に、チタン合金は熱伝導率が非常に低いため、熱がワークピース全体に拡散せず、切削点に集中します。第二に、チタンはほとんどの工具材料と高い化学的親和性を持ち、この反応性は高温によって促進され、急速な工具摩耗を引き起こします。従来のクーラントでは、これらの問題を十分に防ぐほど迅速に熱を除去できないことが多いのです。
Q2: 極低温加工に切り替えることによる主な環境上の利点は何ですか?
A2: 論文の結論と表3が明確な答えを示しています。液体窒素を用いた極低温加工は、環境に有害で廃棄コストが高い石油系鉱物油の使用をなくします。表3が示すように、液体窒素の地球温暖化係数(GWP)は0.00 kg CO₂eqであり、鉱物油の3.56 kg CO₂eqと比較して非常に低く、固形廃棄物も排出しません。
Q3: 液体窒素(LN2)は、沸騰して気化する前に、どのようにして切削領域に効果的に供給されるのですか?
A3: 論文のセクション6では、ICEFLYシステムという特殊な供給方法が説明されています。このシステムは「同軸二重管技術」を使用しており、高圧のLN2が内管を流れ、その内管は外管内の低圧LN2ジャケットによって断熱されます。この設計により熱損失が最小限に抑えられ、「液体がカッターに噴射されるチューブの先端まで確実に到達する」ことが保証されます。図4はこの供給プロセスを示しています。
Q4: 工具寿命の延長以外に、極低温冷却によって改善される他の主要な性能指標は何ですか?
A4: 論文の結論では、実験によって極低温冷却が「水性クーラントと比較して、良好な表面仕上げ、減少した切削抵抗、そしてより高い材料除去率(MRR)」をもたらすことが明確に述べられています。これは、より速く、より高品質に、そして工作機械への負荷を少なくして部品を加工できることを意味します。
Q5: Ti-6Al-4Vの極低温加工に関して、推奨される切削速度や送り速度はありますか?
A5: はい、セクション8.2でレビューされた文献に基づく一般的なパラメータが提供されています。チタン系合金の場合、切削速度は通常70~150 m/minの範囲でテストされ、送り速度は0.10~0.25 mm/revの間でした。切込み深さは一般的に0.30~2.00 mmの範囲でした。
結論と次のステップ
この研究は、Ti-6Al-4Vのような難削材の加工性を向上させるための貴重なロードマップを提供します。その知見は、品質を改善し、工具寿命を延ばし、より安全で持続可能な製造環境を構築するための、明確でデータに基づいた道筋を示しています。熱発生という根本的な問題をその発生源で解決することにより、極低温加工は新たなレベルの生産性を切り開きます。
CASTMANでは、最新の産業研究を応用し、お客様の最も困難な製造課題を解決することに専念しています。世界クラスのダイカスト部品には、しばしば高精度な二次加工が必要であることを理解しています。この論文で議論されている加工課題が貴社の事業目標と共鳴するものであれば、ぜひ当社のエンジニアリングチームにご連絡いただき、部品のライフサイクル全体を最適化するためにどのように協力できるかご相談ください。
著作権
- 本資料は、"S. Madhukar, A. Shravan, P. Vidyanand Sai, Dr. V.V. Satyanarayana"による論文"A critical review on cryogenic machining of titanium alloy (TI-6AL-4V)"に基づいています。
- 論文の出典: レビューされた論文は http://www.iaeme.com/ijmet/issues.asp?JType=IJMET&VType=7&IType=5 で閲覧可能です。
本資料は情報提供のみを目的としています。無断での商業的利用は禁止されています。Copyright © 2025 CASTMAN. All rights reserved.