タイトル:薄肉LEDヒートシンクのダイカスト成形における充填流動の数値シミュレーション
- 研究の核心目的:薄肉LEDヒートシンクのダイカスト成形における充填流動を数値的にシミュレーションし、最適な金型設計とプロセスパラメータを導き出すこと。
- 主要な方法論:FLOW-3Dソフトウェアを用いた数値シミュレーション。熱伝導率、真空ポンプ圧力、金型温度、充填速度などの様々な成形条件と、LEDヒートシンクのフィン厚さ、真空遮断弁の寸法などの幾何学的パラメータの影響を分析。
- 主要な結果:真空ポンプ圧力が高いほど、鋳造物の密度が増加し、欠陥が減少する傾向が確認された。真空ポンプ圧力が低すぎると、ポンプ効率が低下し、気孔欠陥が発生しやすくなる。薄肉LEDヒートシンクの真空ダイカスト成形には、真空ポンプ圧力100Torrが適切であることが示唆された。
研究者情報
- 所属機関:National Formosa University
- 著者:Rong-Yuan Jou
- 主要な研究分野:機械設計工学
研究背景と目的
- 研究が必要な産業的背景:軽量化と複雑な形状の部品が求められる現代の自動車産業において、真空ダイカストの効率向上が必要とされている。
- 具体的な技術的問題と課題:従来の真空ダイカスト技術では、低い真空レベルのために鋳造物に気孔が発生する問題。特に、薄肉で複雑な形状のLEDヒートシンクの製造が困難である。
- 研究目標:薄肉LEDヒートシンクのダイカスト成形における充填流動を数値的に解析し、最適な金型設計とプロセスパラメータを決定することで、真空ダイカストプロセスの効率と鋳造物の品質を向上させること。
論文の主要な目的と研究内容
- 論文の主要な目的と研究内容:真空弁ランナーを備えた薄肉LEDヒートシンクの金型充填解析を行い、成形パラメータと幾何学的パラメータが鋳造物の品質に及ぼす影響を評価すること。
- 取り組んだ問題:様々な成形条件(熱伝導率、真空圧力、金型温度、充填速度など)と幾何学的パラメータ(フィン厚さ、真空弁寸法など)が、薄肉LEDヒートシンク鋳造物の品質(気孔などの欠陥)に及ぼす影響を解明すること。
- 問題解決のための段階的なアプローチ:
- 熱伝導率、真空ポンプ圧力、金型温度、充填速度などの様々な成形条件における数値シミュレーションを実施。
- フィン厚さ、真空遮断弁の寸法などの幾何学的パラメータを変更した数値シミュレーションを実施。
- シミュレーション結果を分析し、最適な金型設計とプロセスパラメータを導き出す。
- 主要な図表:
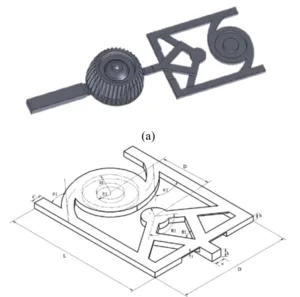
- 図1:真空弁ランナーとLEDヒートシンク構造の模式図およびタイフーン型真空ランナーの設計パラメータ。
- 図2:真空弁とLEDヒートシンクの3次元モデル。
- 図3:数値解析のためのデータ抽出位置。
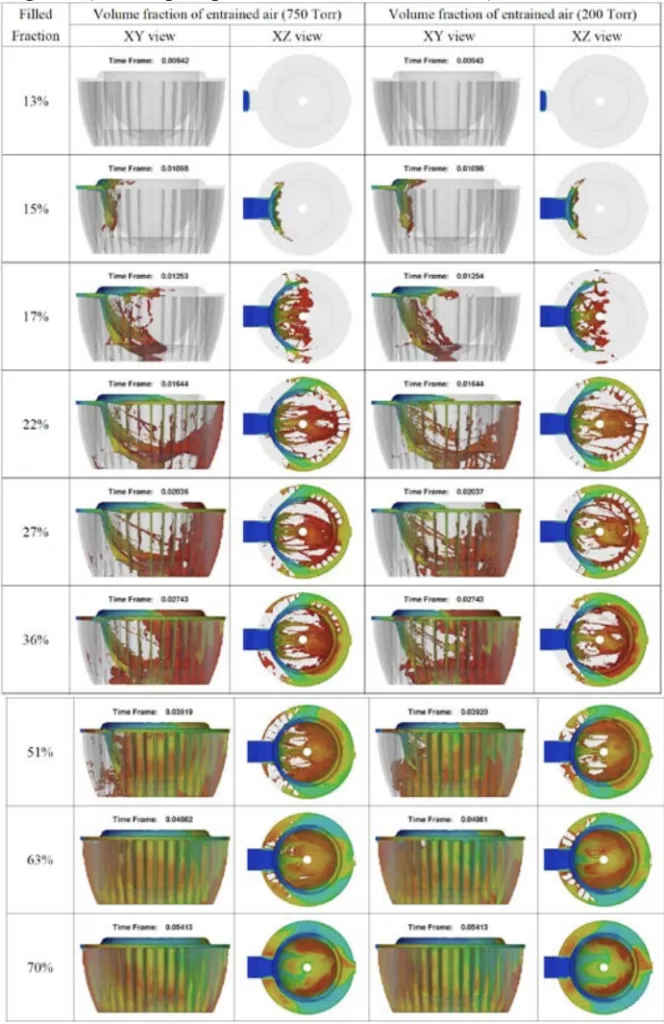
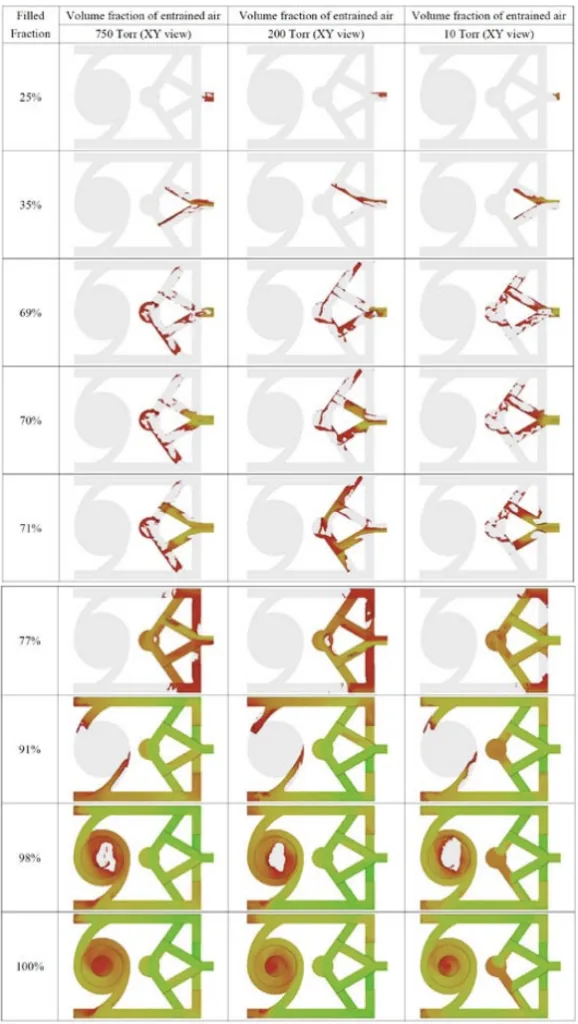
- 図4:異なる真空圧力(750Torr対200Torr)における混入空気の体積分率の比較。
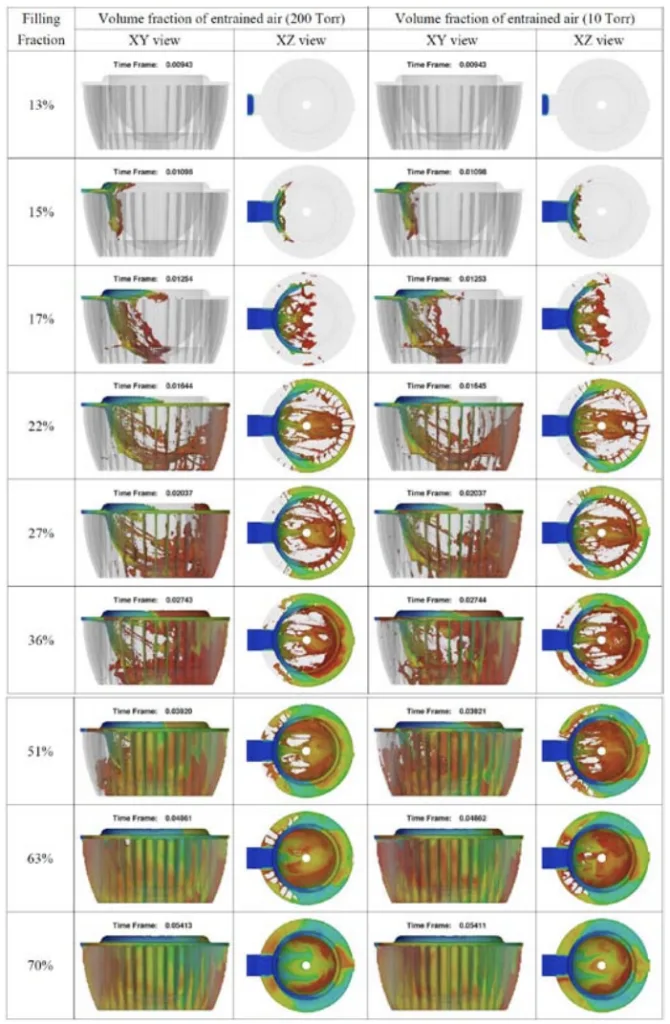
- 図5:異なる真空圧力(200Torr対10Torr)における混入空気の体積分率の比較。
- 図6:異なる真空圧力下での充填プロセスの比較。
- 図7:充填時間と薄いフィンの厚さの関係を示すグラフ。
- 図8:熱伝導率とガス含有量の関係。
- 図9:金型温度とガス含有量の関係。
- 図10:真空度とガス含有量の関係。
- 図11:熱伝導率と溶湯圧力の関係。
- 図12:金型温度と溶湯圧力の関係。
- 図13:真空度と溶湯圧力の関係。
- 図14:ゲート速度と溶湯圧力の関係。

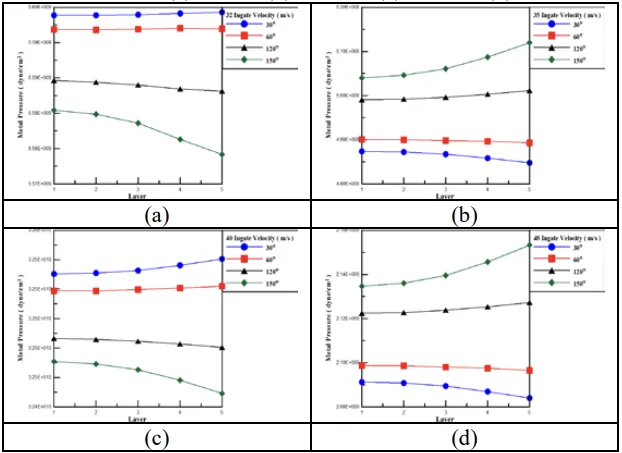
結果と成果:
- 定量的結果:様々な成形条件と幾何学的パラメータにおける鋳造物内のガス含有量と充填時間の変化を定量的に分析。異なる真空圧力(760Torr、200Torr、100Torr)におけるガス残留率はそれぞれ0.311%、0.174%、0.008%であり、100Torrが効果的な真空レベルであることが示された。
- 定性的結果:真空ポンプ圧力が高いほど、鋳造物の密度が高くなり、欠陥が減少する傾向を確認。真空弁の形状は真空ポンプ効率に影響を与える。
- 技術的成果:薄肉LEDヒートシンクの真空ダイカスト成形プロセスにおける最適な金型設計とプロセスパラメータを提示。真空ダイカストプロセスの効率と鋳造物の品質向上に貢献。
著作権と参考文献
この資料は、Rong-Yuan Jouによる論文「NUMERICAL SIMULATIONS OF FILLING FLOWS IN DIE-CASTING MOLDING OF THE THIN-WALLED LED HEAT SINK」に基づいて作成されました。
論文出典:(DOI情報は本文中に記載されていません。)
この資料は上記の論文に基づいて要約されており、商業目的での無断使用は禁止されています。