ボルテックスランナー湯口システムの最適化:Al-12Si合金鋳物の機械的強度を最大化する鍵
本技術概要は、[R. AHMAD, M.Y. HASHIM]氏によって執筆され、[ARCHIVES OF METALLURGY AND MATERIALS]([2011]年)に掲載された学術論文「EFFECT OF VORTEX RUNNER GATING SYSTEM ON THE MECHANICAL STRENGTH OF Al-12Si ALLOY CASTINGS」に基づいています。
キーワード
- 主要キーワード: ボルテックスランナー湯口システム
- 副次キーワード: Al-12Si合金, 機械的強度, 湯口システム設計, 砂型鋳造, ワイブル解析
エグゼクティブサマリー
- 課題: 不適切な湯口システム設計は、Al-12Si合金鋳物において欠陥を引き起こし、機械的強度を著しく低下させます。
- 手法: 本研究では、ボルテックスランナーの直径を3段階(15mm, 20mm, 25mm)に変化させ、それがAl-12Si合金鋳物の曲げ強度に与える影響を実験的に調査しました。
- 主要なブレークスルー: ランナー径を大きくする(25mm)ことで、平均曲げ強度が向上し、強度のばらつきが低減されることが実証されました。
- 結論: ボルテックスランナー径の最適化は、Al-12Si鋳物の品質と信頼性を向上させるための、重要かつ効果的な戦略です。
課題:なぜこの研究がダイカスト専門家にとって重要なのか
鋳造プロセスにおいて、湯口システムの設計は溶湯の流れ、熱伝達、凝固挙動を決定づける極めて重要な要素です。特に、乱流、空気の巻き込み、酸化物の形成、鋳型のエロージョンといった問題は、不適切な湯口設計に起因します。これらの問題は、鋳巣や酸化膜の混入といった内部欠陥を直接引き起こし、最終製品の機械的強度を著しく損ないます。多くの企業が直面している「製品の品質が安定しない」「期待される強度が得られない」といった課題の根本原因は、しばしばこの湯口システム設計にあります。本研究は、この根本的な問題に焦点を当て、具体的な設計パラメータが製品品質にどのように影響するかを明らかにすることを目的としています。
アプローチ:研究手法の解説
本研究の信頼性を担保する、体系的かつ精密な実験手法を以下に示します。
手法1:ジオメトリ設計と材料選定 本研究では、Al-12Si(LM6)合金を使用し、砂型鋳造法によってプレート状の鋳物を製作しました。湯口システムにはボルテックスフローランナーが採用され、その直径を15mm、20mm、25mmの3水準に変化させました。鋳物および湯口システムの3Dソリッドモデルは、3Dプリンター(Z406)で造形され、精密な鋳型が製作されました。Al-12Si合金は、その優れた流動性、低い融点、良好な鋳造性から、薄肉で複雑な形状の部品に広く使用されており、本研究の目的に最適な材料です。
手法2:機械的試験と統計解析 鋳造されたプレートから、水平方向および垂直方向に試験片を切り出し、3点曲げ試験(ASTM E290-97a準拠)を実施して機械的強度を評価しました。この試験法は、シリコンの晶出形態に起因する鋳造材の脆性的特性を評価するのに適しています。得られた強度データは、欠陥の分布が強度に与える影響を評価するため、ワイブル分布を用いて統計的に解析されました。これにより、平均強度だけでなく、強度の信頼性(ばらつき)も定量的に評価することが可能となりました。
ブレークスルー:主要な研究結果とデータ
本研究から得られた最も重要な発見は、ランナー径の拡大が機械的強度と信頼性の両方を向上させるという明確な相関関係です。
発見1:ランナー径の拡大に伴う平均曲げ強度の向上
実験結果は、ボルテックスランナーの直径を大きくすることが、鋳物の平均曲げ強度を直接的に向上させることを明確に示しました。 - 水平サンプリングでは、平均曲げ強度はランナー径15mmの141.366 MPaから、20mmで156.643 MPa、25mmで170.244 MPaへと段階的に向上しました。 - 垂直サンプリングでも同様の傾向が見られ、15mmの129.791 MPaから25mmでは158.003 MPaへと強度が向上しました。 この結果は、より大きなランナー径が、より健全な鋳物を生み出すことを示唆しています。
発見2:ワイブル解析による強度の信頼性向上
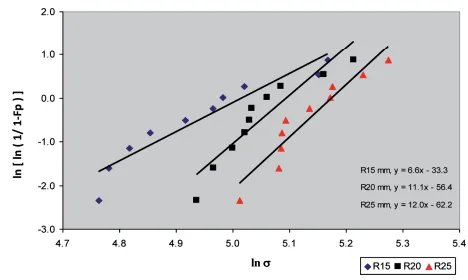
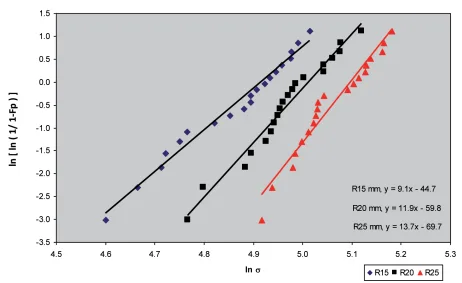
本研究では、強度のばらつきを評価するためにワイブル解析が用いられました。ワイブル係数(m)は、値が大きいほど材料強度のばらつきが小さく、信頼性が高いことを示します。 - 水平サンプリングでは、ワイブル係数(m)はランナー径15mmの6.6から、20mmで11.1、25mmで12.0へと増加しました。 - 垂直サンプリングでは、9.1(15mm)から13.7(25mm)へと、さらに顕著な増加が見られました(図4および図5参照)。 これは、大きなランナー径を持つ湯口システムが、平均強度を高めるだけでなく、製品ごとの強度のばらつきを抑え、より均質で信頼性の高い鋳物を製造することに寄与することを示しています。
R&Dおよび製造現場への実践的示唆
本研究の結果は、鋳造現場の各担当者に具体的な改善指針を提供します。
- プロセスエンジニア向け: ボルテックスランナーの直径を調整することが、機械的強度を向上させるための直接的な手段となり得ます。特に強度不足が課題となっている製品に対し、ランナー径の拡大は有効な対策となる可能性があります。
- 品質管理チーム向け: 論文中の図4および図5に示されるワイブル解析データは、ランナー設計が製品強度の分布にどのように影響するかを示しています。これは、新たな品質検査基準の策定や、製品の信頼性評価において重要な知見となります。
- 設計エンジニア向け: 湯口システム、特にランナー径が最終製品の機械的特性に直接影響を与えることが示されました。これは、凝固中の欠陥形成を抑制するために、部品設計の初期段階から湯口システム設計を重要な検討事項とすべきであることを示唆しています。
論文詳細
[論文タイトル] Al-12Si合金鋳物の機械的強度に及ぼすボルテックスランナー湯口システムの影響
1. 概要:
- タイトル: EFFECT OF VORTEX RUNNER GATING SYSTEM ON THE MECHANICAL STRENGTH OF Al-12Si ALLOY CASTINGS
- 著者: R. AHMAD, M.Y. HASHIM
- 発行年: 2011
- 掲載誌/学会: ARCHIVES OF METALLURGY AND MATERIALS, Volume 56, Issue 4
- キーワード: gating system, sand casting, mechanical strength, weibull analysis
2. 抄録:
湯口システムの設計は、溶湯の流れ挙動、熱伝達、溶湯の凝固に著しく影響を与える鋳造プロセスの本質的な要素である。最適な湯口設計は、高品質な鋳造製品につながる。湯口システムの主要な構成要素の一つがランナーである。本研究は、ボルテックスランナー径の湯口システムがAl-12Si合金鋳物の機械的強度に与える影響を明らかにすることを目的として実施された。流体の流れ挙動を調査するためにシミュレーションが行われ、得られた結果は実験から得られた結果と近い一致を示した。実験結果は、より大きなボルテックスランナー径の湯口システムを持つ鋳造製品が、平均曲げ強度の向上につながることを示した。
3. 序論:
鋳型キャビティの重要な特徴の一つは湯口システムである。湯口システムは、湯口、スプルー、ランナー、ゲート、ライザーで構成される。スプルーとランナーの機能は、溶湯が鋳物部品のキャビティを完全に満たすことを可能にすることである。さらに、均一な溶湯の流れは、空気の巻き込み、金属の酸化、鋳型の侵食を避けるために必要である。鋳造プロセスにおいて、鋳型の充填は、生産される鋳物部品の品質を保証する上で重要な役割を果たす。これは、鋳型キャビティに入る溶湯の流れパターンに対する湯口設計の影響を研究するために行われた数多くの広範な研究努力を通じて明らかである。
4. 研究の概要:
研究トピックの背景:
鋳造品質は、湯口システムの設計に大きく依存する。不適切な設計は、乱流、空気の巻き込み、酸化物の形成などを引き起こし、鋳造欠陥の直接的な原因となる。
従来の研究状況:
これまで、Esparzaら(2005)やMasoumiら(2005)など多くの研究者が、湯口設計が鋳型充填時の流れパターンに与える影響を調査してきた。ゲートの形状や断面積が流れパターンに大きな影響を与えることや、数値モデリングによって流れを予測できることが示されている。しかし、特にボルテックスランナーの直径が鋳物の機械的強度に与える影響に関する情報は不足していた。
研究の目的:
本研究の目的は、ボルテックスランナーの直径がAl-12Si合金鋳物の機械的強度にどのように影響するかを実験的に明らかにすることである。
研究の核心:
本研究では、直径が異なる3種類(15mm, 20mm, 25mm)のボルテックスランナー湯口システムを用いてAl-12Si合金のプレートを鋳造した。その後、鋳造プレートから切り出した試験片を用いて3点曲げ試験を行い、機械的強度を測定した。さらに、得られた強度データをワイブル分布を用いて統計的に解析し、強度の平均値だけでなく、そのばらつき(信頼性)も評価した。
5. 研究方法
研究デザイン:
本研究は、ボルテックスランナーの直径という一つの変数を3水準(15mm, 20mm, 25mm)に設定した実験的アプローチを採用している。
データ収集と分析方法:
データ収集は、AG-I SHIMADZU万能試験機を用いた3点曲げ試験(ASTM E290-97a準拠)によって行われた。鋳造されたプレートから水平方向および垂直方向にサンプルを切り出し、それぞれの曲げ強度を測定した。データ分析には、度数分布ヒストグラムと2パラメータのワイブル分布が用いられ、平均強度とワイブル係数(強度のばらつきを示す指標)が算出された。
研究対象と範囲:
本研究の対象は、砂型鋳造法で製造されたAl-12Si(アルミニウムLM6)合金である。評価された特性は機械的強度(曲げ強度)であり、湯口システムの形状は本論文で規定されたボルテックスランナーに限定される。
6. 主要な結果:
主要な結果:
- 平均曲げ強度は、水平および垂直サンプリングの両方において、ランナー径の増加に伴い向上した。
- 水平サンプリングにおける平均曲げ強度:15mm RD (141.366MPa) < 20mm RD (156.643MPa) < 25mm RD (170.244MPa)。
- 垂直サンプリングにおける平均曲げ強度:15mm RD (129.791MPa) < 20mm RD (144.451MPa) < 25mm RD (158.003MPa)。
- ワイブル係数(m)はランナー径の増加とともに上昇し、強度のばらつきが減少(信頼性が向上)することを示した。
- 水平サンプルのワイブル係数(m):15mm (6.6), 20mm (11.1), 25mm (12.0)。
- 垂直サンプルのワイブル係数(m):15mm (9.1), 20mm (11.9), 25mm (13.7)。
図の名称リスト:
- Fig. 1. Geometry of gating system and cast part
- Fig. 2. Cutting Methods of Casting Samples for 3 Points Bending Test
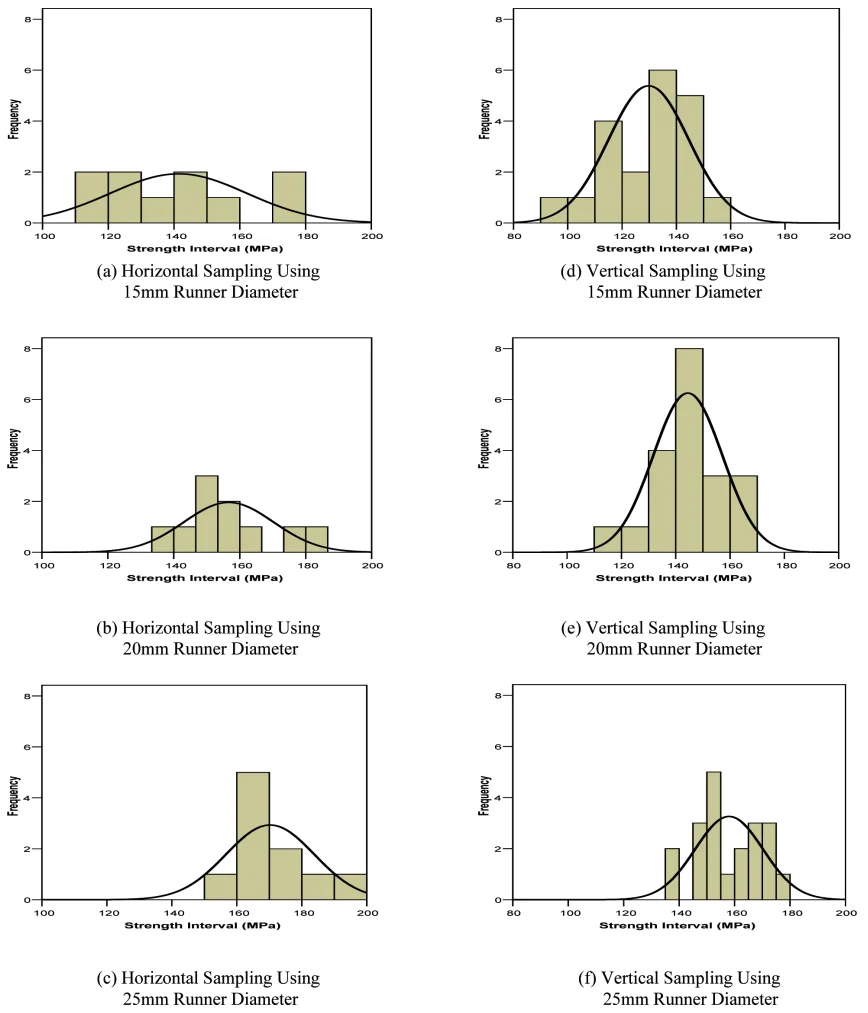
- Fig. 3. Frequency Histogram Plots of Bending Strength for Horizontal and Vertical Sampling Method
- Fig. 4. Weibull Plots of All Casting Specimens for Horizontal Sampling
- Fig. 5. Weibull Plots of All Casting Specimens for Vertical Sampling
7. 結論:
本研究は、ボルテックスランナーの直径がAl-12Si合金鋳物の機械的強度に与える影響を明らかにするために実施された。ボルテックスランナー湯口システムの直径が、Al-12Si合金の曲げ強度に影響を与えることが見出された。結果は、機械的強度の向上がランナー直径の増加と直接比例することを示した。
8. 参考文献:
- [1] D.R. Askeland, P.P. Phule, The Science and Engineering of Materials, 4th ed., Brooks/Cole-Thomson Learning, USA, 357-374 (2003).
- [2] E. Attar, P. Homayonifar, R. Babaei, K. Asgari, P. Davami, Modeling of air pressure effects in casting molds, Journal of Modeling and Simulation in Materials Science and Engineering 13, 903-917 (2005).
- [3] R. Babaei, J. Abdollahi, P. Homayonifar, N. Varahram, P. Davami, Improved advection algorithm of computational modeling of free surface flow using structured grids, Computer methods in Applied Mechanics and Engineering 195, 775-795 (2006).
- [4] M. Barkhudarov, R. Williams, Simulation of surface turbulence fluid phenomena during mold filling, AFS 99th Casting Congress, Kansas City, Beeley, P. 2001. Foundry Technology, 2nd ed. Oxford: Butterworth-Heinemann, 5-10 (1995).
- [5] J. Campbell, Casting, 2nd ed. Elsevier Butterworth-Heinemann, Oxford, 13-37, 117-127 (2003).
- [6] X. Dai, X. Yang, J. Campbell, J. Wood, Effect of runner system design on the mechanical strength of Al-7Si-Mg alloy castings, Journal of Materials Science and Engineering A 354, 315-325 (2003).
- [7] C.P. Esparza, M.P. Guerrero, M.A.L. R-Z. Rios, M.C. L-do, Optimal design of gating systems by gradient search methods, Computational Materials Science 36, 459-467-10 (2005).
- [8] R.A. Higgins, Engineering Metallurgy – Part 1 : Applied Physical Metallurgy, 6th ed. Edward Arnold, London, 413-415 (1993).
- [9] B.H. Hu, K.K. Tong, X.P. Niu, I. Pinwill, Design and optimization of runner and gating systems for the die casting of thin-walled magnesium telecommunication parts through numerical simulation, Journal of Materials Processing Technology 105, 128-133 (2000).
- [10] I.H. Katzarov, Finite element modeling of the porosity formation in casting, International Journal of Heat and Mass Transfer 46, 1543-1552 (2003).
- [11] P.D. Lee, A. Chirazi, D. See, Modeling microporosity in aluminum-silicon alloys: a review, Journal of Light Metals 1, 15-30 (2001).
- [12] M. Masoumi, H. Hu, J. Hedjazi, M.A. B-Yorabi, Effect of Gating Design on Mold Filling, American Foundry Society Transactions 113, 185-196 (2005).
- [13] X. Yang, X. Huang, X. Dai, J. Campbell, P. Tatler, Numerical Modeling of the Entrainment of Oxide Film Defects in Filling of Aluminum Alloy Castings, International Journal of Cast Metals Research 17 (6), 321-331 (2004).
専門家Q&A:トップクエスチョンへの回答
Q1: なぜこの研究ではAl-12Si合金が選ばれたのですか?
A1: 論文の2.2章によると、Al-12Si合金はその優れた流動性、低い融点、および良好な鋳造性から選ばれました。これらの特性により、表面積が広く薄肉の複雑な鋳物を製造するのに適しています。また、高い耐食性を持ち、海洋用途や航空宇宙、自動車産業にも適しているため、産業的に重要な材料です。
Q2: なぜ引張試験ではなく、3点曲げ試験が用いられたのですか?
A2: 論文の2.4.1章で述べられているように、Al-12Si合金鋳物は共晶凝固時に形成されるシリコンの形態により、脆性的な特性を示すためです。3点曲げ試験は、このような脆性材料の強度を評価するのに適した試験方法であるため、本研究で採用されました。
Q3: ワイブル係数(m)がランナー径とともに増加することの重要性は何ですか?
A3: ワイブル係数(m)は、材料強度のばらつきを示す指標です。論文の結果が示すように、m値が大きいほど強度のばらつきが小さく、製品の信頼性が高いことを意味します。ランナー径を大きくすることでm値が増加したという結果は、単に平均強度が上がるだけでなく、より均質で予測可能な性能を持つ製品を製造できることを示しており、品質管理上非常に重要です。
Q4: 水平サンプリングと垂直サンプリングの結果にはどのような違いがありましたか?
A4: 論文の3.1章によると、両方のサンプリング方法で、ランナー径の増加に伴い強度が向上するという同じ傾向が確認されました。しかし、全体的な強度値は水平サンプリングの方が高い結果となりました。また、垂直サンプリングでは、鋳造プレートの外面(上下)で強度が高く、中央部でわずかに低下する「エッジ効果」が認められました。これは、表面の冷却速度が速いために微細な組織が形成され、機械的強度が増加したためと考えられます。
Q5: 大きなボルテックスランナーが強度を向上させるメカニズムは何だと考えられますか?
A5: 論文の抄録と序論では、最適な湯口設計が乱流、空気の巻き込み、酸化膜の形成を減少させることが示唆されています。本研究では流れの可視化による直接的な証明はされていませんが、ランナー径を大きくすることで溶湯がより穏やかに、かつ均一にキャビティに充填され、欠陥の生成が抑制された結果、機械的特性が向上したと推察されます。
Q6: シミュレーションは実験結果をどのように裏付けていますか?
A6: 論文の抄録には、「流体の流れ挙動を研究するためにシミュレーションが実施され、得られた結果は実験から得られた結果と近い一致を示した」と記載されています。これは、実験で観察された機械的強度の向上が、シミュレーションによって予測された良好な充填挙動と相関していることを示しており、実験的アプローチの妥当性を裏付けています。
結論:より高い品質と生産性への道筋
鋳造品の機械的強度が安定しないという課題は、多くの場合、ボルテックスランナー湯口システムをはじめとする湯口設計に起因します。本研究は、ランナー径を拡大するという具体的な設計変更が、Al-12Si合金鋳物の平均曲げ強度を向上させるだけでなく、強度のばらつきを抑え、製品の信頼性を高めるという画期的なブレークスルーを明らかにしました。この知見は、R&Dおよび製造現場にとって、品質向上と生産性改善のための明確な指針となります。
「CASTMANでは、最新の業界研究を応用し、お客様の生産性と品質の向上を支援することをお約束します。本稿で議論された課題がお客様の事業目標と一致する場合、これらの原理を貴社のコンポーネントにどのように実装できるか、ぜひ当社のエンジニアリングチームにご相談ください。」
著作権情報
このコンテンツは、"[R. AHMAD, M.Y. HASHIM]"氏による論文"[EFFECT OF VORTEX RUNNER GATING SYSTEM ON THE MECHANICAL STRENGTH OF Al-12Si ALLOY CASTINGS]"に基づく要約および分析です。
出典: [https://doi.org/10.2478/v10172-011-0109-6]
この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。 Copyright © 2025 CASTMAN. All rights reserved.