Design and Verification of a New Test Bar Die for LPDC Process Based on Numerical Simulation
この技術概要は、Yang Zhao、Bingrong Zhang、Xinping Huによる学術論文「Design and Verification of a New Test Bar Die for LPDC Process Based on Numerical Simulation」に基づいています。この論文は、International Journal of Mechanical Engineering and Robotics Research(2020年)に掲載されました。
キーワード
- 主要キーワード: LPDCプロセス
- 副次キーワード: ProCAST, 数値シミュレーション, 引張試験片, 金型設計, 鋳造欠陥, アルミニウム合金
エグゼクティブサマリー
- 課題: LPDC(低圧鋳造)プロセスの機械的特性を正確に評価するための、統一された引張試験片の製造基準が存在しないこと。
- 手法: LPDCプロセス専用の新しい試験片金型を設計し、ProCASTを用いた数値シミュレーションによって鋳造プロセスを最適化し、その合理性を検証した。
- 主要なブレークスルー: シミュレーションによって最適化されたプロセスパラメータ(溶湯温度690°C、金型温度300°C)を用いることで、欠陥のない安定した充填と凝固が実現できることを確認し、実機検証でもその妥当性を証明した。
- 結論: シミュレーション主導で設計・検証された新しい試験片金型は、LPDC鋳造品の性能を正確に評価するための信頼性の高い基準となり、品質向上と生産性向上に貢献する。
課題:なぜこの研究がダイカスト専門家にとって重要なのか
LPDC(低圧鋳造)プロセスは、優れた機械的特性、高い生産効率、高い歩留まりを誇り、重力鋳造法に代わる技術として注目されています。しかし、その性能を正確に測定するための試験片(テストバー)の製造方法には、業界で統一された基準がありませんでした。多くの場合、LPDC製品の品質評価に重力鋳造法で作成された試験片が代用されていますが、これではLPDC本来の優れた機械的特性を正しく反映できません。
この基準の欠如は、品質保証の信頼性を損ない、プロセスの最適化を妨げる大きな要因となります。LPDCプロセスの真のポテンシャルを最大限に引き出すためには、そのプロセスに特化した、信頼性の高い標準試験法を確立することが急務でした。本研究は、この長年の課題に正面から取り組み、数値シミュレーション技術を駆使して解決策を提示するものです。
アプローチ:方法論の解明
本研究では、LPDCプロセスに特化した新しい試験片金型の設計と検証を行うため、体系的なアプローチが採用されました。
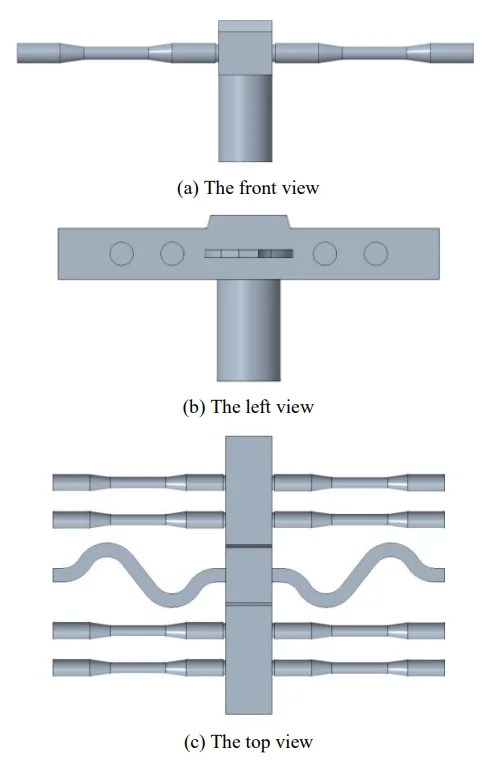
手法1:シミュレーション主導の金型設計 Cero 4.0ソフトウェアを用いて、新しい構造の試験片金型を設計しました。金型材質にはH13鋼が使用されました。この金型は、8本のダンベル型引張試験片と、厚さ3mmと6mmの2本のスパイラル形状の流動性試験片を鋳造できるよう設計されています。これにより、機械的特性と溶湯の流動性を同時に評価することが可能です。
手法2:ProCASTによる数値シミュレーション 鋳造解析に特化した有限要素解析ソフトウェア「ProCAST」を使用し、鋳造プロセスをシミュレーションしました。解析対象の材料は、日本の商用アルミニウム合金AC4B(中国のYL112に相当)です。溶湯温度、金型温度、充填時間を主要な変数として、最適なプロセスパラメータを特定するために直交実験計画法が用いられました。これにより、溶湯の充填挙動、温度変化、凝固プロセスを詳細に可視化し、鋳造欠陥の発生箇所と種類を予測しました。
ブレークスルー:主要な研究結果とデータ
シミュレーションと実機検証を通じて、新しい金型設計の合理性とLPDCプロセスの最適化に関する重要な知見が得られました。
発見1:シミュレーションによる安定した充填プロセスの実現
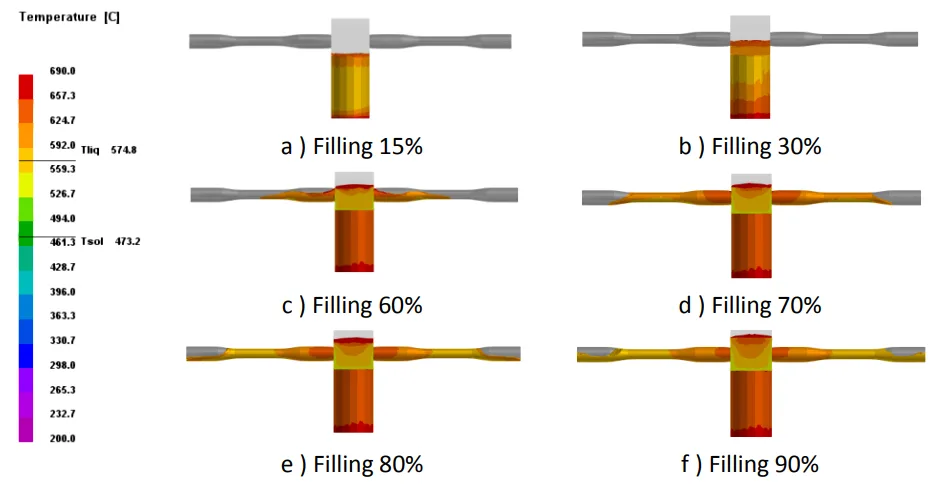
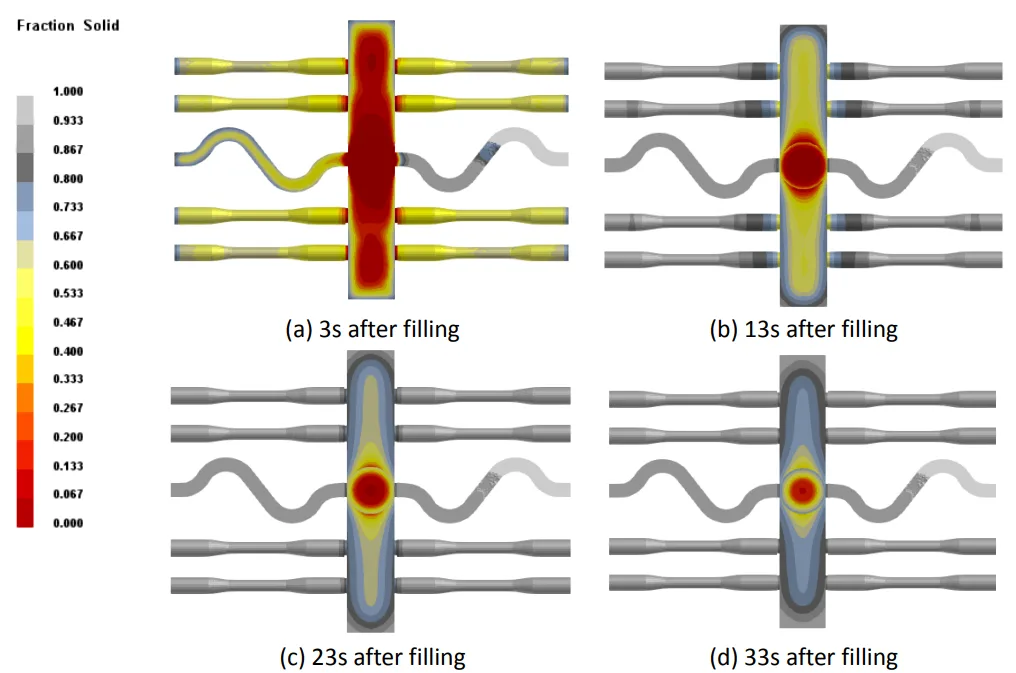
シミュレーションの結果、最適なプロセスパラメータは溶湯温度690°C、金型温度300°Cであることが特定されました。論文の図3に示すように、この条件下では、充填率が15%から90%に進行する過程で、溶湯の巻き込みや飛散がなく、非常に安定した充填が実現されることが確認されました。また、図4の凝固プロセス解析では、引張試験片部分に湯境いや湯回り不良といった欠陥が発生しないことが示され、設計の妥当性が裏付けられました。
図3. 鋳造充填におけるアルミニウム溶湯の温度変化
発見2:実機検証による優れた機械的特性の確認
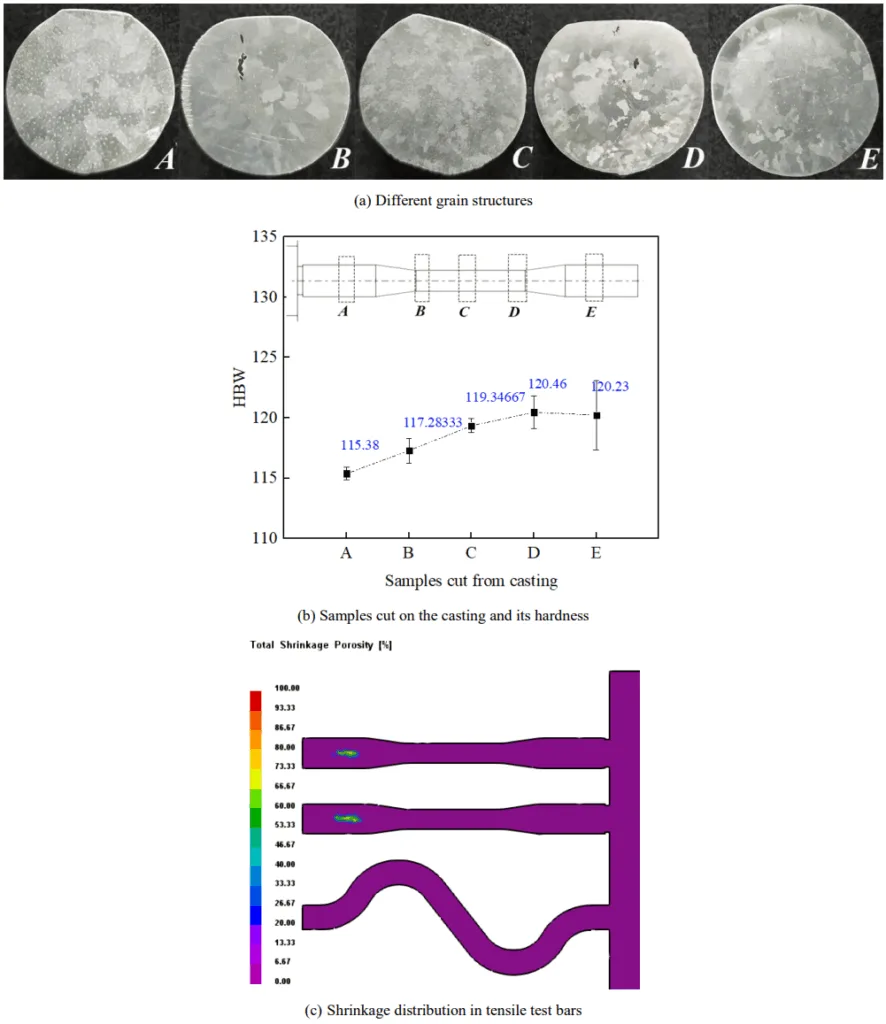
シミュレーションで得られた最適パラメータを用いて実際に鋳造を行ったところ、シミュレーション結果と高い精度で一致することが確認されました。特に、鋳造された引張試験片の組織と硬さを分析した結果、重要な発見がありました。論文の図7(a)に示すように、試験片の結晶粒はすべて等軸晶であり、図7(b)では、ゲートから遠ざかるにつれてブリネル硬さ(HBW)が115.38から120.46へと向上する傾向が見られました。これは、金型設計が適切な方向性凝固を促し、健全な鋳造組織を実現していることを示しています。この硬さの値は業界標準を上回るものであり、本金型設計の合理性を強く裏付けるものです。
図7. 試験片の巨視的組織と硬さ
研究開発および生産現場への実践的示唆
- プロセスエンジニア向け: 本研究は、溶湯温度690°C、金型温度300°Cという具体的なパラメータが、AC4B合金のLPDCプロセスにおいて安定した品質を実現するための重要な指針となることを示唆しています。このデータを基に、既存プロセスの調整や新規プロセスの立ち上げを効率的に行うことが可能です。
- 品質管理チーム向け: 論文の図7(b)に示された、試験片の位置に応じた硬さの分布データは、新しい品質検査基準を策定する上で貴重な情報となります。ゲートからの距離と硬さの相関関係をベンチマークとして利用することで、鋳造品の健全性をより詳細に評価できます。
- 設計エンジニア向け: この新しい金型設計(ゲート、ランナー、試験片の配置)は、LPDCにおける欠陥形成を抑制するための効果的なアプローチを示しています。特に、凝固を制御し、健全な組織を得るための設計思想は、初期の製品設計段階で非常に価値のある考察となります。
論文詳細
Design and Verification of a New Test Bar Die for LPDC Process Based on Numerical Simulation
1. 概要:
- Title: Design and Verification of a New Test Bar Die for LPDC Process Based on Numerical Simulation
- Author: Yang Zhao, Bingrong Zhang *, Xinping Hu
- Year of publication: 2020
- Journal/academic society of publication: International Journal of Mechanical Engineering and Robotics Research Vol. 9, No. 9, September 2020
- Keywords: ProCAST, LPDC, test bar, fluidity
2. Abstract:
In order to unify the standard for the manufacture of tensile test bars for LPDC process, a new die for LPDC process was designed. Based on the simulation results of the casting processes of the test bar die, the location and types of casting defects were analyzed, being helpful to select more suitable casting process parameters for the test bar. In this paper, the LPDC process was applied with suitable parameters based on the simulation results. The rationality of the mold design was verified. Finally, based on the simulation results, the melt filling process inside the test bar mold and the temperature field change at different points were analyzed, and the rationality of the mold design was verified.
3. Introduction:
低圧鋳造(LPDC)プロセスによって製造されるアルミニウム合金鋳物は、優れた総合的な機械的特性、高い生産効率、高い金属利用率を特徴とし、重力鋳造法では達成できない利点を持っています。しかし、LPDC鋳物の性能を決定するために使用される試験片の鋳造方法には統一された基準がなく、通常は重力鋳造法が代用されています。LPDCと重力鋳造という2つの異なるプロセスで処理された試験片には差異があり、一般的にLPDCによる試験片の方が機械的特性に優れています。コンピュータ技術の発展に伴い、Computer-Aided Engineering(CAE)が鋳造プロセスの設計に広く応用されるようになり、製品性能に対する作業者の経験への依存を減らしています。ProCASTは鋳造解析に特化した有限要素ソフトウェアであり、本研究では、LPDCプロセス用の新しい試験片鋳造金型を設計し、ProCASTを用いてシミュレーションと検証を行い、その精度と実用性を確認することを目的としています。
4. 研究の概要:
研究トピックの背景:
LPDCアルミニウム合金鋳物の機械的特性を評価するための標準化された試験方法が確立されていないという業界の課題。
先行研究の状況:
LPDCと重力鋳造で製造された試験片の性能差に関する研究や、CAE(特にProCAST)を用いた鋳造プロセスのシミュレーションと最適化に関する研究が行われてきた。
研究の目的:
LPDCプロセス用の新しい引張試験片金型を設計し、数値シミュレーションを通じてその鋳造プロセスを検証すること。これにより、ProCASTソフトウェアが実際の生産を指導する上での精度を検証し、この試験片成形法がLPDC鋳物の性能を評価する新しい検出プロセスとして受け入れられることを期待する。
研究の核心:
新しい試験片金型(引張試験片と流動性試験片を含む)を設計し、ProCASTを用いてLPDCプロセスをシミュレーションした。シミュレーション結果に基づき、最適なプロセスパラメータを特定し、溶湯の充填プロセスと温度場を分析した。最後に、実機での鋳造を行い、シミュレーション結果の妥当性と金型設計の合理性を検証した。
5. 研究方法
研究デザイン:
Cero 4.0ソフトウェアを使用して、新しい構造の試験片金型を設計した。金型は、H13金型鋼を材料とし、8本のダンベル型引張試験片と、厚さ3mmおよび6mmの2本のスパイラル形状流動性試験片を配置した。
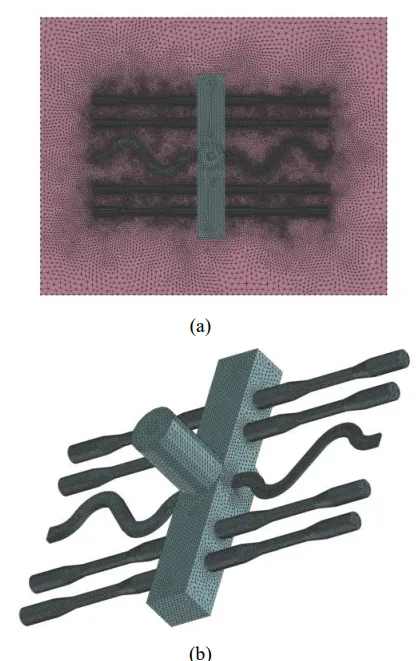
データ収集と分析方法:
Visual-Environment(VE)内のProCASTモジュールを使用して数値シミュレーションを実施した。AC4Bアルミニウム合金を対象とし、溶湯温度、金型温度、充填時間などのパラメータを変化させて解析を行った。シミュレーション結果は、Visual-viewerモジュールで分析された。物理的検証として、最適化されたパラメータで鋳造を行い、流動性試験片の長さを測定し、引張試験片から切り出したサンプルの巨視的組織観察とブリネル硬さ測定を行った。
研究の対象と範囲:
本研究は、AC4Bアルミニウム合金のLPDCプロセスに焦点を当てている。研究範囲は、金型設計、ProCASTを用いたプロセスシミュレーション、およびシミュレーション結果を検証するための実験的生産を含む。
6. 主要な結果:
主要な結果:
- 直交実験により、最適なプロセスパラメータはアルミニウム溶湯温度690°C、金型温度300°Cであることが特定された。
- シミュレーション結果は、この条件下で溶湯が飛散や巻き込みなく安定して充填されることを示した(図3)。
- 凝固シミュレーションでは、引張試験片部分に湯境いや湯回り不良などの欠陥が発生しないことが確認された(図4)。
- 実機検証では、特に厚さ6mmの流動性試験片が良好な充填性を示し、LPDCプロセスの優れた流動性が確認された。
- 鋳造された試験片の組織はすべて等軸晶であり、ゲートから遠ざかるにつれて結晶粒が微細化し、硬度が増加する傾向が見られた。これは金型設計の合理性を裏付けている(図7)。
- ひけ巣の分布シミュレーション(図7c)では、試験片端部(サンプルEの位置)での供給不足によるわずかなひけが予測されたが、全体として健全な鋳物が得られることが示された。
Figure Name List:
- Figure 1. Shape of tensile specimen
- Figure 2. Finite element models
- Figure 3. Aluminum liquid temperature in casting filling
- Figure 4. Solidification process of the casting
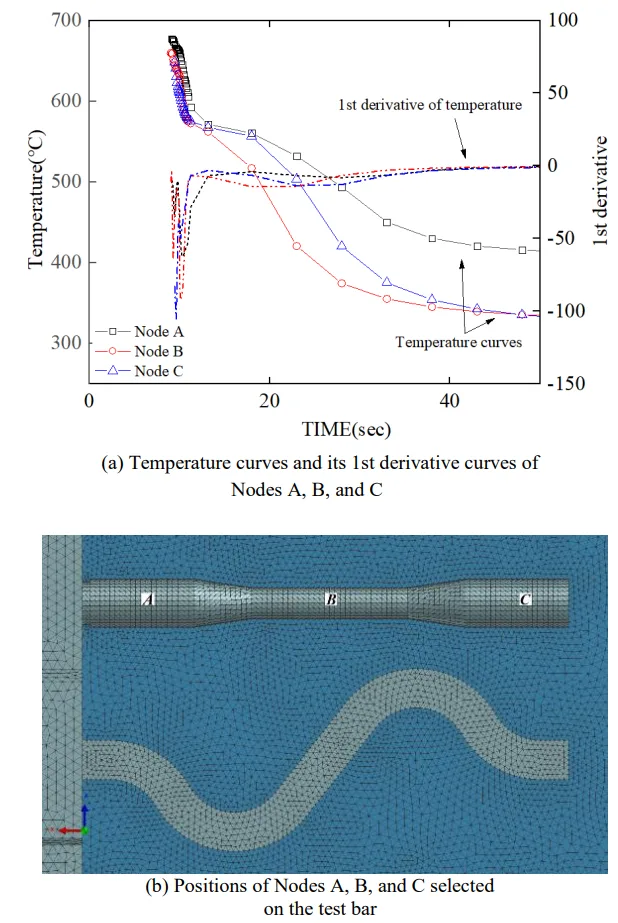
- Figure 5. Temperature changes at different locations during test bar cooling
- Figure 6. Length of S-shaped test bars
- Figure 7. Macroscopic structures and hardness of test bar
7. 結論:
- 新しいLPDC試験片用金型が設計され、ProCASTモジュールを用いたシミュレーションが実施された。最適な鋳造プロセスパラメータが取得され、欠陥形成の可能性が評価された。
- 新しい試験片金型の流動性測定機能のシミュレーションと検証が実施された。この金型は、LPDCプロセス下でのアルミニウム溶湯の流動性を決定するために使用できる。
- 試験片鋳物の解剖学的および結晶粒観察により、硬さが業界標準よりも高いことが明らかになり、金型の合理性が検証された。
8. 参考文献:
- [1] T. Liang, Y. Qu, X. Liu, F. Wang, and M. Zhang, "Simulation of filling and solidification processes of rump pan by ProCAST," Advanced Materials Research, vol. 2605, no. 785, 2013.
- [2] S. Lu, F. Xiao, S. Zhang, Y. Mao, and B, Liao, "Simulation study on the centrifugal casting wet-type cylinder liner based on ProCAST," Applied Thermal Engineering, vol. 73, pp, 512-521. 2014.
- [3] J. Wang, P. Fu, H.Liu, D. Li, and Y. Li, "Shrinkage porosity criteria and optimized design of a 100-ton 30Cr2Ni4MoV forging ingot," Mater. Des, vol. 35 pp. 446-456. 2012.
- [4] J. Cheng, Q. Lu, L. Li, H. Li, "A study on the mold of low-pressure casting of aluminum alloy test bar," Special Casting, vol. 3, pp. 67-69, 2014.
- [5] H. Lu, R. Chen, Y. Zhao, L. Wu, Z. Li, and H. Yang, "Numerical simulation and process optimization of aluminum alloy connecting rod based on ProCAST," Advanced Materials Research, vol. 712, 2013.
- [6] X. Hu, L. Xie, J. Zhang, "Self-tempering effect of near eutectic Al-Si casting with different wall thickness solidified and cooled in permanent die," Trans. Nonferrous Met. Soc. China, vol. 21, pp. 2576-2583, 2011.
- [7] S. Lu, F. Xiao, S. Zhang, Y. Mao, and B. Liao, "Simulation study on the centrifugal casting wet-type cylinderliner based on ProCAST," Applied Thermal Engineering, vol. 73, pp. 512-521, 2014.
- [8] H. Liu, F. Feng, C. Yan, and X. Zheng, "Computer simulation of the filling process of air intake hood based on ProCAST," Advanced Materials Research, vol. 1684, no. 487, 2012.
- [9] K. S. Keerthiprasan, M. E. Murali, P. G. Mukunda, S. Ajumdar, "Numerical simulation and cold modeling experiments on centrifugal casting, Metall," Mater. Trans, vol. 42, pp. 144-155, 2011.
- [10] N. Hua, L. Tian, Z. Cao, Z. Yu, F. Cai, "Centroid, area and volume of revolution of a plane figure," Stud. Coll. Math, vol. 16, pp. 50-52, 2013.
- [11] N. Song, Y. Luan, Y. Bai, Z. Xu, X. Kang, D. Li, "Numerical simulation of solidification of work roll in centrifugal casting process," J. Mater. Process. Technol, vol. 28, pp. 147-154, 2014
専門家Q&A:トップクエスチョンへの回答
Q1: なぜこのシミュレーションにProCASTが選ばれたのですか?
A1: 論文によると、ProCASTは鋳造解析に特化した有限要素ソフトウェアであり、一般的な有限要素ソフトウェアよりも使用が容易であるためです。また、Visual-Environment(VE)と統合されており、鋳造、溶接、熱処理などの解析を一貫して行えるプラットフォームの一部であることが利点として挙げられています。この専門性と使いやすさが、本研究の目的に最適であると判断されました。
Q2: スパイラル形状の試験片の重要性は何ですか?
A2: スパイラル形状の試験片は、溶湯の流動性を評価するために設計されました。論文では、厚さが3mmと6mmの2種類が用意されており、異なる肉厚条件下での充填能力を比較することができます。実機検証の結果、特に6mm厚の試験片は良好な充填性を示し、LPDCプロセスが優れた流動性を持つことを定量的に示す上で重要な役割を果たしました。
Q3: 図4の凝固シミュレーション結果は、どのように金型設計の妥当性を裏付けているのですか?
A3: 図4は、充填完了後3秒から33秒にかけての凝固プロセスを示しています。この解析により、引張試験片の重要な部分で湯境いや湯回り不良といった充填欠陥が発生しないことが確認されました。また、凝固が予測通りに進行し、最終的に健全な鋳物が得られることが示されたため、ゲートやランナーを含む金型全体の設計が合理的であることを裏付けています。
Q4: 図7(b)に示される硬さの分布は、鋳造プロセスについて何を物語っていますか?
A4: 図7(b)は、試験片のサンプルA(ゲート付近)からE(ゲートから最も遠い位置)にかけて、ブリネル硬さ(HBW)が徐々に上昇していることを示しています。これは、ゲートから遠い部分ほど冷却速度が速く、より微細で健全な凝固組織が形成されたことを意味します。このような理想的な方向性凝固が実現できていることは、金型設計が溶湯の供給と熱の排出を効果的に制御している証拠であり、プロセスの合理性を強く示唆しています。
Q5: 論文ではLPDCが重力鋳造より優れていると述べられていますが、これはどのように確認されたのですか?
A5: 論文では、同じ金型を使用して重力鋳造を試みたところ、試験片の成形が困難であり、その性能もLPDCプロセスで成形されたものより劣っていたと明確に述べられています。この直接比較により、同じ金型条件下であっても、LPDCプロセスの方が優れた充填能力と製品性能を発揮することが実験的に確認されました。
結論:より高い品質と生産性への道を切り拓く
LPDCプロセスにおける統一された品質評価基準の欠如は、業界が長年抱えてきた課題でした。本研究は、数値シミュレーションを駆使して設計・検証された新しい試験片金型が、この課題に対する信頼性の高い解決策となることを示しました。シミュレーションによって最適化されたプロセスは、欠陥のない高品質な鋳造を実現し、その結果は実機検証によっても裏付けられました。
このアプローチは、LPDCプロセスの真の性能を正確に評価するための新しい標準を確立するだけでなく、研究開発と生産現場に具体的な指針を与えます。
CASTMANでは、業界の最新の研究成果をお客様の生産性および品質向上に活かすことに尽力しています。本稿で議論された課題がお客様の事業目標と一致する場合、これらの原理を貴社のコンポーネントにどのように実装できるか、ぜひ当社のエンジニアリングチームにご相談ください。
著作権情報
このコンテンツは、Yang Zhao, Bingrong Zhang, Xinping Huによる論文「Design and Verification of a New Test Bar Die for LPDC Process Based on Numerical Simulation」に基づく要約および分析です。
出典: https://doi.org/10.18178/ijmerr.9.9.1240-1245
この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。 Copyright © 2025 CASTMAN. All rights reserved.