Development of Technology for Obtaining Thin-Walled Details from Gray Cast Iron in Sand-Clay Moulds | 薄肉鋳造のブレークスルー:改質剤の最適化により、ねずみ鋳鉄部品の寿命を1.3倍に延長
この技術概要は、Jamshidbek Khasanov氏らによる学術論文「Development of Technology for Obtaining Thin-Walled Details from Gray Cast Iron in Sand-Clay Moulds」に基づいています。この論文は、International Journal of Mechatronics and Applied Mechanics(2024年)に掲載されたものです。


キーワード
- 主要キーワード: 薄肉鋳造
- 副次キーワード: ねずみ鋳鉄、鋳造技術、改質剤、流動性、砂型鋳造、硬度
エグゼクティブサマリー
- 課題: 高品質な薄肉ねずみ鋳鉄部品を、低コストかつ安定的に製造する際の、溶湯の流動性不足と硬度確保の難しさ。
- 手法: G24ねずみ鋳鉄に対し、リン化銅(CuP2)とフェロモリブデン(FeMo70)を改質剤として添加し、3D技術を応用した最新のモデル製作法と砂型組成を組み合わせた鋳造プロセスを開発。
- 主要なブレークスルー: 改質剤の最適添加量(CuP2 0.5%、Mo 0.3%)を特定し、溶湯の流動性を9~11%、製品の硬度を10~12%向上させることに成功。
- 結論: 本研究で開発された技術により、複雑形状の薄肉鋳造品の品質が向上し、製品寿命が1.3倍に延長されることが実証された。
課題:なぜこの研究が鋳造専門家にとって重要なのか
自動車産業や一般機械産業において、軽量化と高強度化の両立は永遠のテーマです。特に、ねずみ鋳鉄はその低コストと量産性から広く利用されていますが、薄肉部品を製造する際には大きな課題がありました。溶湯の流動性が不足すると、湯回り不良や引け巣といった欠陥が発生しやすくなります。一方で、強度や耐摩耗性を確保するためには高い硬度が必要ですが、これはしばしば脆性の増大を招きます。
多くの製造現場では、これらの相反する特性のバランスを取ることに苦慮しており、安定した品質の薄肉部品を製造するための革新的な技術が求められていました。本研究は、この根本的な課題に対し、材料科学と製造プロセスの両面からアプローチすることで、解決策を提示しています。
アプローチ:その方法論を解き明かす
本研究では、薄肉ねずみ鋳鉄部品の品質を飛躍的に向上させるため、以下の3つの革新的な技術を組み合わせました。
手法1:改質剤による材質改善 溶湯の流動性と硬度を向上させるため、2種類の改質剤が使用されました。炉内および炉外で、ねずみ鋳鉄(G24)溶湯にフェロモリブデン(FeMo70)とリン化銅(CuP2)を添加しました。特に、リン(P)は鋳鉄の流動性を改善する効果があり、モリブデン(Mo)はパーライト組織を安定化させ硬度を高める効果があります。最適な添加量を見極めるため、様々な配合比率で試験片が鋳造され、その特性が評価されました。
手法2:先進的なモデル製作技術 従来の木製モデルに代わり、ABS(アクリロニトリル・ブタジエン・スチレン)樹脂を材料としたモデルが採用されました。Solidworksで作成された3Dデータに基づき、CNCルーターで精密に加工されたこのモデルは、複雑な形状やシャープなエッジを持つ薄肉部品の寸法精度を大幅に向上させました。これにより、モデル製作にかかるリソースを13~15%削減することにも成功しました。
手法3:砂型組成と鋳造プロセスの最適化 鋳造欠陥を防ぎ、均一な冷却を実現するために、砂型の組成も最適化されました。石英砂(80-84%)、ベントナイト(5-6%)、水分(6-7%)などを混合した真空鋳型が使用されました。また、改質剤の添加タイミングや溶湯の注入温度、速度などが厳密に管理され、高品質な鋳造品を得るためのプロセスが確立されました。
ブレークスルー:主要な研究結果とデータ
発見1:リン化銅(CuP2)が流動性に与える劇的な効果
リン化銅(CuP2)の添加は、ねずみ鋳鉄の流動性を著しく改善しました。論文の図10および図11に示されるように、CuP2の添加量が増えるにつれて、スパイラル試験片の流動長は増加しました。例えば、1450°Cの鋳込み温度において、CuP2無添加の場合の流動長に対し、0.5%添加したサンプルでは流動長が560mmに達し、大幅な改善が見られました。しかし、0.6%を超えると脆性が増大するため、流動性と機械的性質のバランスが最も良い0.5%が最適量であると結論付けられました。
発見2:モリブデン(Mo)による硬度と機械的性質の向上
モリブデン(FeMo70)は、鋳鉄の硬度向上に寄与しました。論文の図12は、モリブデン添加量と流動性の関係を示しています。モリブデンは流動性をわずかに低下させる傾向がありますが、0.3%の添加量まではその影響が少なく、一方でパーライト組織を微細化し、硬度と強度を効果的に高めることが確認されました。この結果、耐摩耗性が求められる部品に対して、機械的特性を損なうことなく性能を向上させることが可能になりました。
研究開発および製造現場への実践的示唆
- プロセスエンジニアへ: 本研究は、特定の改質剤(リン化銅、フェロモリブデン)を精密に制御して添加することが、薄肉部品の湯回り不良を劇的に改善し、生産効率を高める可能性を示唆しています。特に、0.5%のリン化銅添加は、複雑形状部品の製造における新たな標準となり得ます。
- 品質管理チームへ: 論文の図13(圧縮強度試験データ)は、改質剤の添加が機械的特性に与える影響を明確に示しています。リン化銅の含有量が0.2%を超えると脆性が増加する傾向があるため、このデータを基に、新たな品質検査基準を設けることが推奨されます。
- 設計エンジニアへ: 鋳鉄の流動性が9~11%向上したという結果は、これまで鋳造困難とされていた、より薄く、より複雑な形状の部品設計が可能になることを意味します。この知見は、製品の軽量化や機能統合といった設計の初期段階で非常に価値のある情報となります。
論文詳細
Development of Technology for Obtaining Thin-Walled Details from Gray Cast Iron in Sand-Clay Moulds
1. 概要:
- 論文名: Development of Technology for Obtaining Thin-Walled Details from Gray Cast Iron in Sand-Clay Moulds
- 著者: Jamshidbek Khasanov, Nozimjon Kholmirzaev, Nosir Saidmakhamadov, Begijon Tojiboev, Ergashev Dilshodbek, Khusanboy Makhammadjanov, Abdujalol Bektemirov, Firyuza Arabbaeva, Akramjon Otakuziev
- 発表年: 2024
- 掲載誌/学会: International Journal of Mechatronics and Applied Mechanics, Issue 18
- キーワード: Gray cast iron, Thin-walled details, Sand-clay moulds, Brittleness, Perlite, Ferrite, Graphite.
2. 要旨:
本稿では、鋳造部品製造企業における既存の問題分析に基づき、砂型鋳造による薄肉部品の製造技術を開発した。G24ねずみ鋳鉄合金の溶湯流動性と硬度特性を向上させるため、炉内および炉外で溶湯に改質剤を添加する技術を開発した。さらに、砂型材料の組成と、溶融したねずみ鋳鉄合金を鋳型に注入するプロセスの技術も開発した。また、最新のABS(アクリロニトリル・ブタジエン・スチレン)材料で作られたモデルを使用する技術を改良し、砂型での薄肉部品の鋳造を実現した。使用された技術に基づいて鋳造されたねずみ鋳鉄合金サンプルの微細構造画像を所得し、解釈した。開発された技術の導入の結果、高品質な薄肉部品を得ることが可能となった。開発された技術と溶湯に含まれる改質剤に基づき、鋳造された薄肉鋳物の耐用年数は1.3倍に増加した。
3. 緒言:
今日の世界における重要な課題の一つは、鋳造法によって得られるエンジニアリングおよび生産産業で使用される部品の強度、品質、機械的・運用特性を改善することに基づき、高品質で安価な薄肉鋳造製品を得ることである。また、エネルギーと燃料の消費を削減するために、高強度を持つ軽量製品の必要性が高まっている。ねずみ鋳鉄合金を使用するか、強度を維持しながらその厚さを減らすことにより、自動車産業で得られる鋳造部品は、鋼やアルミニウム合金から作られた部品と比較して、車両あたりのコストをほぼ15%削減する。本研究は、ねずみ鋳鉄の組成を改質し、鋳造技術を改善することにより、安価で耐久性のある薄肉高構造部品を得る可能性を探ることを目的とする。
4. 研究の概要:
研究トピックの背景:
自動車産業や冶金産業では、低コスト、量産性、良好な機械的特性を持つねずみ鋳鉄の需要が高まっている。特に、エネルギー効率と材料削減の観点から、部品の薄肉化・軽量化が強く求められているが、従来の鋳造技術では、薄肉部品の製造において湯回り不良や機械的性質の低下といった課題が存在していた。
従来の研究状況:
世界の主要な科学者によって、ねずみ鋳鉄の組成を改質し、鋳造技術を改善することで、安価で耐久性のある薄肉高構造部品を得ることが可能であると研究されてきた。改質剤を添加することで、耐食性、硬度、流動性などの特性を向上させることが知られているが、薄肉部品製造に特化した体系的な技術開発は十分ではなかった。
研究の目的:
本研究の目的は、G24ねずみ鋳鉄合金の溶湯流動性と硬度を向上させるための改質剤添加技術、砂型材料の組成、および鋳造プロセスを開発し、高品質な薄肉部品を砂型鋳造で安定的に製造する技術を確立することである。
研究の核心:
研究の核心は、G24ねずみ鋳鉄にリン化銅(CuP2)とフェロモリブデン(FeMo70)を改質剤として添加し、その最適量を実験的に決定することにある。また、従来の木製モデルに代わり、3D CADデータからCNC加工されたABS樹脂モデルを使用し、複雑形状の薄肉部品の寸法精度を向上させる技術を導入した。これらの技術を組み合わせることで、冶金企業「Uzmetkombinat」JSCで実際に使用される「リフティングルーフ」部品の製造に適用し、その有効性を検証した。
5. 研究方法
研究デザイン:
本研究は、G24ねずみ鋳鉄合金に異なる量の改質剤(リン化銅、フェロモリブデン)を添加した試験片を鋳造し、その物理的・機械的特性を評価する実験的研究として設計された。
データ収集と分析方法:
- 化学組成分析: 発光分光分析装置を用いてサンプルの化学組成を決定した。
- 微細構造分析: 高速金属顕微鏡および走査型電子顕微鏡(SEM)を用いて合金の微細構造を分析した。
- 流動性試験: スパイラル形状の試験片を鋳造し、その充填長を測定することで溶湯の流動性を評価した。
- 機械的特性評価: ZWICK/ROELL Z600試験機を用いて圧縮強度と脆性を測定し、硬度も評価した。
研究対象と範囲:
研究対象は、G24(GOST 1412-85)ねずみ鋳鉄合金、および冶金企業で使用される「リフティングルーフ」部品である。研究範囲は、砂型鋳造法における改質剤添加技術、モデル製作技術、および鋳型材料組成の開発に限定される。
6. 主要な結果:
主要な結果:
- 炉外処理技術により、溶湯の流動性が9~11%向上した。
- 炉内処理技術により、鋳造品の硬度が10~12%向上した。
- 3D技術に基づくモデル製作技術により、リソースを13~15%削減できた。
- リン化銅(CuP2)とモリブデン(Mo)元素による改質で鋳造効率が向上し、改質剤の節約が可能になった。
- 開発された技術と改質剤により、鋳造品の耐用年数が1.3倍に増加した。
Figure Name List:
- Figure 1: A detail of the lifting roof used by the enterprise "Uzmetkombinat" JSC. a) Rear view of the lifting roof detail b) Front view of the lifting roof detail
- Figure 2: Three views of the 3D model of the lifting roof detail drawn in the Compass program based on the SP-1037 drawing
- Figure 3: Models of lifting roof detail made of polystyrene material using a CNC ROUTER machine a) making from polystyrene on the CNC ROUTER device b) semi-finished model c) finished model
- Figure 4: Models prepared for casting in a vacuum mold based on a drawing a) SP-1037 is a model of a raised roof detail based on the drawing b) SP-1033 is a model of a raised window detail based on the drawing c) models of lifting roof details based on drawings SP-1037 and SP-1033
- Figure 5: A figure of the placement of the mold of the lifting roof detail a) a cropped image of the placement of the models in the mold b) flasks layout of models
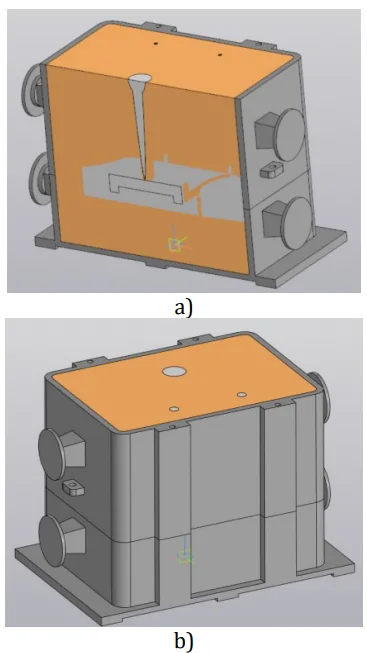
- Figure 6: Spiral sample for fluidity determination a) spiral sample 3D view b) spiral sample dimensions
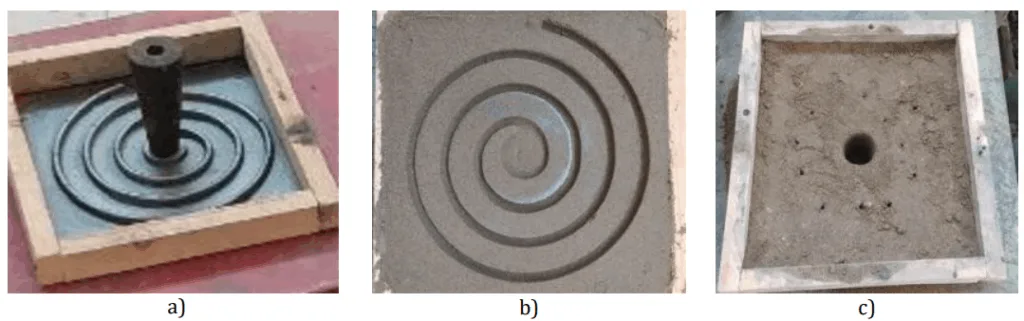
- Figure 7: A mold made using a spiral model to determine the ductility of modified gray cast iron a) model ready for rammering with sand b) the inner part of the mold based on the prepared spiral pattern c) mold ready for casting.
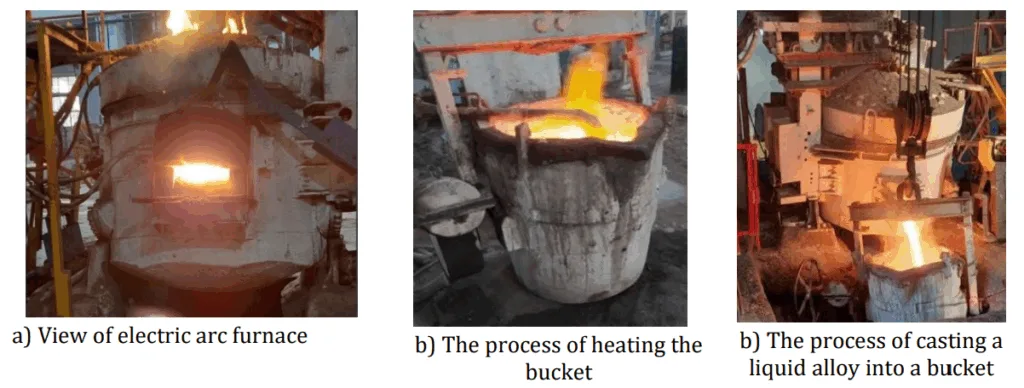
- Figure 8: The process of liquefaction of gray cast iron in the BF-TB2 induction furnace a) The process of loading charges into the furnace crucible b) the process of adding a modifier to the alloy being liquefied c) the process of casting a liquid alloy into a spiral mold
- Figure 9: Processes of de-molding from the mold and measuring the length of samples cast with copper phosphide as a modifier in gray cast iron a) separating the cast samples from the mold b) the process of measuring various samples c) the process of measuring the length of a cast sample without the addition of a modifier.
- Figure 10: Proportion of lengths to the amount of copper phosphide as a modifier for gray cast iron.
- Figure 11: Copper phosphide and temperature dependence graph of fluidity length (1.1450 °C, 2.1430 °C, 3. 1400°C).
- Figure 12: The graph of the dependence of the fluidity length of gray cast iron on the amount of molybdenum added to it as a modifier.
- Figure 13: Graph of dependence of copper phosphide and ferromolybdenum added as modifiers to gray cast iron samples on its brittleness property.
- Figure 14: Determining the compressive strength properties of gray cast iron samples a) ZWICK/ROELL Z600 laboratory equipment b) a sample prepared for testing the property of brittleness c).
- Figure 15: Casting process of liquefied gray cast iron alloy in an electric arc furnace.
- Figure 16: Detail of a thin-walled high-rise construction raised roof cast in gray cast iron in sand-clay moulds.
- Figure 17: Microstructures of copper phosphide 0.5% and molybdenum 0.3% in Carl Zeiss Ultra Plus Field Emission scanning electron microscope in the laboratory of "Iron and Steel" Institute of Karabuk University a) image magnified x500 times b) image magnified x2000.
- Figure 28: Volume distribution of elements in gray cast iron samples taken by Carl Zeiss Ultra Plus Field Emission scanning electron microscope in the laboratory of the Iron and Steel Institute of Karabuk University.
7. 結論:
本研究「砂型鋳造におけるねずみ鋳鉄製薄肉部品の製造技術開発」に関して、以下の主要な結論が示された。 1. 薄肉ねずみ鋳鉄鋳物を得るための溶湯の炉外処理技術が開発され、これにより溶湯の流動性を9~11%向上させることが可能になった。 2. 薄肉ねずみ鋳鉄鋳物を得るための溶湯の炉内処理技術が開発され、これにより鋳造品の硬度を10~12%向上させることができた。 3. 3D技術に基づくモデル製作技術が開発され、これによりリソースを13~15%節約することが可能になった。 4. ねずみ鋳鉄溶解炉において、CuP2およびMo元素による改質後の鋳造効率を高める技術が開発され、改質剤の節約が可能になった。 5. 鋳物の冷却過程において、強化表面上の耐食性の均一な分布を保証する鋳型内でのリフティングルーフ部品の配置スキームが開発された。 6. ねずみ鋳鉄の流動性を高める技術が開発され、これにより複雑な形状の薄肉部品を得ることが可能になった。
8. 参考文献:
- [1] https://www.sphericalinsights.com/reports/iron-steel-casting-market
- [2] https://www.caef.eu/statistics/
- [3] Khasanov, J., Turakhodjaev, N., Abdukarimov, A., & Mirkamalov, S. (2022). Microstructural Analysis of Details Obtained by Liquefying Gray Cast Iron in a Sand Clay Mold. Central Asian Journal of Theoretical and Applied Science, 3(12), 107-112. https://doi.org/10.17605/OSF.IO/BS4W2
- [4] International Journal of Cast Metals Research Relationship between matrix-microstructure and mechanical properties of copper alloyed thin wall austempered gray cast iron (TWAGI) Tanmoy Sarkar & Goutam Sutradhar (2017): Relationship between matrixmicrostructure and mechanical properties of copper alloyed thin wall austempered gray cast iron (TWAGI), International Journal of Cast Metals Research, DOI: 10.1080/13640461.2017.1351705 17 Jul 2017.
- [5] Nosir, S.., Nodir, T. ., Jamshidbek, K. ., Nilufar, Z. ., & Anvar, Τ. (2022). Improvement of the Technology of Pouring Thin - Walled Gray Cast Iron into a Sand Clay Mold. European Multidisciplinary Journal of Modern Science, 9, 90– 96. Retrieved from https://emjms.academicjournal.io/index.php/em jms/article/view/747
- [6] Saidmakhamadov Nosir, Turakhodjaev Nodir, Abdullaev Kamol, Khasanov Jamshidbek, & Tadjiev Nuritdin. (2022). Improvement of Technology of Liquefaction of Gray Cast Iron Alloy. Global Scientific Review, 6, 19-28. Retrieved from https://scienticreview.com/index.php/gsr/articl e/view/40
- [7] Khasanov, J., Turakhodjaev, N., Makhmudov, F., Turakhujaeva, S., Ermanov, O., & Ibragimov, A. (2023). Improvements in Obtaining Thin-Walled Casting Details Through Liquid Glass Mixtures. Central Asian Journal of Theoretical and Applied Science, 4(4), 51-54. https://doi.org/10.17605/OSF.IO/6T843
- [8] E. Heidari, S. M. A. Boutorabi, and M. T. Ablation casting of thin-wall ductile iron. Honaramooz School of Metallurgy and Materials Engineering, Iran University of Science and Technology, Tehran, Iran J. Campbell School of Metallurgy and Materials Engineering, The University of Birmingham, Edgbaston B152TT, UK Copyright 2021 American Foundry Society, 37-43 pages. May 2020. https://doi.org/10.1007/s40962-021- 00579-7.
- [9] Agus Yulianto, Rudy Soenoko, Wahyono Suprapto, As'ad Sonief, Agung Setyo Darmawan, Muhammad Debi Setiawan.; Microstructure and Hardness of Gray Cast Iron as a Product of Solidification in Permanent Mold. Materials Science Forum (Volume 991) https://doi.org/10.4028/www.scientific.net/MSF.991.37
- [10] J. O. Agunsoye, S. A. Bello, S. B. Hassan, R. G. Adeyemo, J. M. The Effect of Copper Addition on the Mechanical and Wear Properties of Grey Cast Iron. Odii Journal of Minerals and Materials Characterization and Engineering, 2014.
- [11] Nodir, T., Nosir, S., Shokhista, S., Furkat, O., Nozimjon, K., & Valida, B. (2021). Development of 280x29nl alloy liquefaction technology to increase the hardness and corrosion resistance of cast products. International Journal of Mechatronics and Applied Mechanics, 1(10), 154-159. https://doi.org/10.17683/IJOMAM/ISSUE10/V1.19
- [12] Kidao, "Application of copper in Automotive Iron Castings", Copper in Cast Iron, 1970, pp 13-18.
- [13] http://w3.bilecik.edu.tr/wp- content/uploads/sites/119/2016/12/Basma Deneyi.pdf
- [14] Kholmirzaev, Ν., Turakhodjaev, Ν., Saidmakhamadov, Ν., Khasanov, J., Saidkhodjaeva, S., & Sadikova, N. (2023). Development of Technology of Making Shafts from Steel Alloy 35XGCL. Lecture Notes in Networks and Systems, 762 LNNS. https://doi.org/10.1007/978-3-031-40628-7 18
- [15] Kholmirzaev, Ν., Turakhodjaev, Ν., Saidmakhamadov, N., Khasanov, J., Bektemirov, A., & Sadikova, N. (2024). Effects of titanium (Ti) contents on the wear resistance of low-alloy steel alloys. In E3S Web of Conferences (Vol. 525, p. 03003). EDP Sciences.
- [16] Xiao, Z., Lv, Z., Zhou, X. et al. Numerical Simulation and Optimization of Investment Casting for Complex Thin-walled Castings. Inter Metalcast 18, 159-179 (2024). https://doi.org/10.1007/s40962-023-00990-2
- [17] Łukasz Rakoczy, Rafał Cygan, Analysis of temperature distribution in shell mould during thin-wall superalloy casting and its effect on the resultant microstructure, Archives of Civil and Mechanical Engineering, Volume 18, Issue 4, 2018, Pages 1441-1450, ISSN 1644-9665, https://doi.org/10.1016/j.acme.2018.05.008.
- [18] Krutiš V, Novosad P, Záděra A, Kaňa V. Requirements for Hybrid Technology Enabling the Production of High-Precision Thin-Wall Castings. Materials. 2022; 15(11):3805. https://doi.org/10.3390/ma15113805
- [19] Bingxu Wang, Yuming Pan, Yu Liu, Gary C. Barber, Feng Qiu, Ming Hu, Wear behavior of composite strengthened gray cast iron by austempering and laser hardening treatment, Journal of Materials Research and Technology, Volume 9, Issue 2, 2020, Pages 2037-2043, ISSN 2238-7854, https://doi.org/10.1016/j.jmrt.2019.12.036.
- [20] Ibrahim, M. (2023). An overview on Thin Wall Cast Iron Castings and its Applications in Automotive Industry. International Journal of Materials Technology and Innovation, 3(1), 57-69. doi: https://doi.org/10.21608/ijmti.2022.153909.1056
- [21] Y.W. Dong, X.L. Li, Qi Zhao, Jun Yang, Ming Dao, Modeling of shrinkage during investment casting of thin-walled hollow turbine blades, Journal of Materials Processing Technology, Volume 244, 2017, Pages 190-203, ISSN 0924-0136, https://doi.org/10.1016/j.jmatprotec.2017.01.005.
- [22] Lu, Y., Lü, K., Li, Y. et al. Effect of Wall Thickness on Properties of Multilayer Composite Plaster Mold for Investment Casting. Inter Metalcast (2024). https://doi.org/10.1007/s40962-024-01350-4.
- [23] V. Lopes, H. Puga, I.V. Gomes, N. Peixinho, J.C. Teixeira, J. Barbosa, Magnesium stents manufacturing: Experimental application of a novel hybrid thin-walled investment casting approach, Journal of Materials Processing Technology, Volume 299, 2022, 117339, ISSN 0924-0136, https://doi.org/10.1016/j.jmatprotec.2021.117339.
- [24] Nosir, S., & Bokhodir, K. (2023). Development of Liquefaction Technology 280X29NL to Increase the Strength and Brittleness of Castings. In Lecture Notes in Networks and Systems: Vol. 534 LNNS. https://doi.org/10.1007/978-3-031-15944-2_10.
- [25] Baode Sun, Jun Wang, Da Shu Precision Forming Technology of Large Superalloy Castings for Aircraft Engines DOI: https://doi.org/10.1007/978-981-33-6220-8
- [26] Ren, J., Chen, X., Li, Yx. et al. Properties of fiber reinforced plaster molds for investment casting. China Foundry 17, 332-340 (2020). https://doi.org/10.1007/s41230-020-0056-9.
- [27] Mardonov, U., Meliboyev, Y., & Shaozimova, U. S. (2023). Effect of Static Magnetic and Pulsated Electromagnetic Fields On the Dynamic and Kinematic Viscosity of Metal Cutting Fluids. International Journal of Integrated Engineering, 15(1), pp: 203-212. doi: https://doi.org/10.30880/ijie.2023.15.01.018
- [28] Lu, Y., Liu, X., Li, Y. et al. Effect of Ball Milling Time on Strengths of Hybrid Fiber-reinforced Plaster Molds for Investment Casting. Inter Metalcast 15, 864-873 (2021). https://doi.org/10.1007/s40962-020-00522-2.
- [29] Lynch, P., Hasbrouck, C.R., Wilck, J., Kay, M. and Manogharan, G. (2020), "Challenges and opportunities to integrate the oldest and newest manufacturing processes: metal casting and additive manufacturing", Rapid Prototyping Journal, Vol. 26 No. 6, pp. 1145-1154. https://doi.org/10.1108/RPJ-10-2019-0277.
専門家Q&A:トップの質問にお答えします
Q1: なぜ改質剤としてリン化銅(CuP2)とフェロモリブデン(FeMo70)が選ばれたのですか?
A1: 論文によれば、これらの改質剤はそれぞれ異なる重要な役割を果たすために選ばれました。リン化銅に含まれるリン(P)は、鋳鉄中にリン化鉄(Fe3P)を含む三元共晶を形成し、その融点が950℃と低いため、溶湯の最終凝固温度を下げ、流動性を向上させる効果があります。一方、モリブデン(Mo)はパーライト組織を安定化させ、微細化する効果があり、鋳鉄の硬度と強度を高めるために添加されました。
Q2: 従来の木製モデルと比較して、CNC加工されたポリスチレンモデルの利点は何ですか?
A2: ポリスチレンモデルの主な利点は、寸法精度と設計の自由度の高さです。論文では、Solidworksで作成した3Dデータに基づきCNCルーターで加工することで、薄肉で複雑な形状の部品や、シャープな角を持つ部品を正確に再現できたと述べています。これにより、後加工を削減し、製品全体の品質を向上させることができました。また、モデル製作にかかる時間や材料費などのリソースを13~15%削減できるというコスト面でのメリットも報告されています。
Q3: 改質剤の最適添加量はどのようにして決定されたのですか?
A3: 最適添加量は、体系的な実験を通じて決定されました。リン化銅については、0.1%から0.7%の範囲で添加量を変えた試験片を複数作成し、スパイラル流動性試験を行いました。その結果、流動性は添加量に比例して向上しましたが、0.6%以上では脆性が著しく増加することが確認されたため、両者のバランスが最も良い0.5%が最適と判断されました。モリブデンについても同様に、流動性への影響と硬度向上効果を天秤にかけ、0.3%が最適であると結論付けられました。
Q4: 改質剤の添加によって、具体的にどのような微細構造の変化が観察されましたか?
A4: 論文の図17(SEM画像)に示されているように、改質剤を添加したねずみ鋳鉄の微細構造は、パーライト、フェライト、および黒鉛で構成されています。モリブデンの添加は、基地組織であるパーライトをより微細で均一な構造に変化させ、硬度と強度の向上に寄与しました。また、黒鉛の形状や分布も鋳造条件によって制御され、機械的特性に影響を与えました。
Q5: この研究で開発された技術は、砂型鋳造以外の鋳造法にも応用可能ですか?
A5: この論文は砂型鋳造に焦点を当てていますが、研究の核心である「改質剤による材質制御」の原理は、他の鋳造法にも応用できる可能性があります。例えば、ダイカストや精密鋳造においても、溶湯の流動性や凝固挙動の制御は極めて重要です。ただし、それぞれの鋳造法における冷却速度や圧力条件が異なるため、改質剤の最適添加量や添加方法については、各プロセスに合わせた再度の検証が必要となるでしょう。
結論:より高い品質と生産性への道を拓く
本研究は、薄肉鋳造における長年の課題であった、流動性の確保と機械的特性の維持という二律背反のテーマに対し、明確な解決策を提示しました。改質剤の精密な制御と先進的なモデル製作技術を組み合わせることで、ねずみ鋳鉄部品の品質を飛躍的に向上させ、製品寿命を1.3倍に延長することに成功しました。このブレークスルーは、コスト削減、製品の軽量化、そして性能向上を目指す多くの産業にとって、大きな福音となるでしょう。
CASTMANでは、業界の最新の研究成果をお客様の生産性および品質向上に役立てることに尽力しています。この論文で議論された課題がお客様の事業目標と一致する場合、ぜひ当社のエンジニアリングチームにご連絡ください。これらの原理をお客様の部品にどのように実装できるか、共に探求してまいります。
著作権情報
このコンテンツは、Jamshidbek Khasanov氏らによる論文「Development of Technology for Obtaining Thin-Walled Details from Gray Cast Iron in Sand-Clay Moulds」を基にした要約および分析です。
出典: 本稿のOCRテキストより
この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。 Copyright © 2025 CASTMAN. All rights reserved.