Influence of continuous casting conditions on grey cast iron structure
本技術概要は、[J. Szajnar, M. Stawarz, T. Wróbel, W. Sebzda, B. Grzesik, M. Stępień]によって執筆され、[Archives of Materials Science and Engineering]([2010]年)に掲載された学術論文「[Influence of continuous casting conditions on grey cast iron structure]」に基づいています。
![Fig. 1. The scheme of an electromagnetic stirrer enforcing (a) rotary reversion, and (b) oscillatory motion of liquid metal along the axis originating ingot [5]](https://castman.co.kr/wp-content/uploads/image-3424.webp)
![Fig. 2. Macrostructure of pure aluminium of type EN AWAl99,5 ingot in initial state (a), and after casting with influence of rotate electromagnetic field (b) [11]](https://castman.co.kr/wp-content/uploads/image-3425.webp)
キーワード
- 主要キーワード: ねずみ鋳鉄 連続鋳造
- 副次キーワード: 電磁攪拌, 黒鉛形態, 硬さ分布, 被削性, セメンタイト, 鋳造欠陥
エグゼクティブサマリー
- 課題: ねずみ鋳鉄の連続鋳造において、不均一な黒鉛形態と硬質点の存在が、被削性の低下と品質のばらつきを引き起こしていました。
- 手法: 電磁攪拌機を内蔵した連続鋳造金型内で、回転磁場による溶湯の強制対流を発生させ、ねずみ鋳鉄インゴットの凝固プロセスを制御しました。
- 画期的な発見: 50Hzの回転磁場を印加することで、鋳塊断面全体のフレーク状黒鉛形態が均一化され、硬質点が完全に除去されることが確認されました。
- 結論: 電磁攪拌技術は、ねずみ鋳鉄連続鋳造材の組織と特性を均一化し、特に自動車産業で重要視される被削性を大幅に改善する有効な手法です。
課題:なぜこの研究がHPDC専門家にとって重要なのか
ねずみ鋳鉄の連続鋳造は、多くの産業で利用される重要なプロセスですが、技術的な課題も抱えています。特に、鋳塊の凝固過程で生じる組織の不均一性は、後工程での機械加工性に大きな影響を与えます。鋳塊の断面、特に周辺部と中心部では冷却速度が異なるため、黒鉛の形態や分布にばらつきが生じ、セメンタイトのような硬質点が析出しやすくなります。これらの硬質点は工具の摩耗を早め、加工コストを増大させるだけでなく、製品の機械的特性の信頼性を損なう原因ともなります。本研究は、この根本的な品質問題を解決し、より均一で高品質なねずみ鋳鉄を安定して生産するための新しいアプローチを提示するものであり、すべての鋳造技術者にとって重要な意味を持ちます。
アプローチ:研究手法の解明
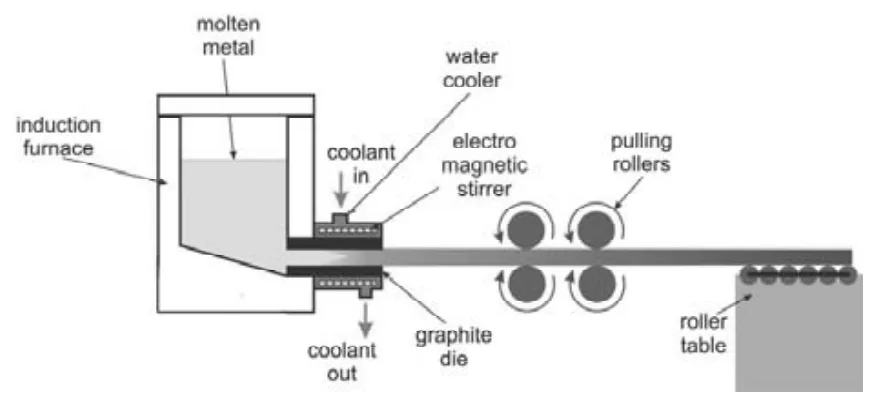
本研究では、ねずみ鋳鉄の組織均一化に対する電磁攪拌の効果を検証するため、実験室規模の連続鋳造装置が用いられました。 手法1:材料と鋳造条件 材料には、EN GJL-200規格のねずみ鋳鉄が使用されました。直径20mmのインゴットを製造するため、連続鋳造プロセスは以下の条件下で実施されました。 - 溶湯過熱温度: T = 1450°C - 金型冷却水温度: Tw = 70°C - インゴット引抜速度: V = 200~700 mm/min - 金型内磁束密度: 60 mT 引抜速度に応じて、金型から出た直後のインゴット温度(T₀)は300~1000°Cの範囲で変化しました。
手法2:電磁攪拌と評価 水冷式の連続鋳造金型には、回転磁場を発生させるインダクターが組み込まれています。このインダクターに供給する電流の周波数(f)を25Hz、50Hz、75Hz、100Hzと変化させることで、溶湯に強制的な対流を発生させました。得られたインゴットについて、走査型電子顕微鏡(SEM)による組織観察、ブリネル硬さ試験による断面の硬さ分布測定、そしてキープ・バウアー法による被削性評価が行われました。
画期的な発見:主要な研究結果とデータ
本研究により、電磁攪拌がねずみ鋳鉄の組織と特性に与える劇的な効果が明らかになりました。
発見1:引抜速度の最適化による硬質点の削減
電磁攪拌を行わない場合、インゴットの引抜速度が硬質点の量に大きく影響することが示されました。図7が示すように、引抜速度を700 mm/minまで増加させると、金型内での滞在時間が短縮され、冷却速度が緩やかになるため、硬質点(セメンタイト)の析出が約1%まで大幅に抑制されました。これは、その後の電磁攪拌効果を最大化するための最適な鋳造条件となります。
発見2:50Hzの電磁攪拌による黒鉛形態の完全な均一化
本研究の最も重要な発見は、電磁攪拌が黒鉛形態に与える影響です。表2は、異なる周波数で電磁攪拌を行った際のインゴットのミクロ組織を示しています。電磁場をかけない場合(lack)、周辺部では微細で不規則な黒鉛が見られ、中心部に向かうにつれて粗大化し、不均一な組織となっています。一方、B=60mT、f=50Hzの条件で鋳造した場合、インゴットの周辺部から中心軸に至るまで、フレーク状黒鉛が非常に均一な形状と分布で形成されていることが明確に確認できます。他の周波数(25, 75, 100Hz)では部分的な改善に留まりましたが、50Hzの条件は組織の完全な均一化を達成しました。
発見3:硬さ分布の均一化と被削性の大幅な向上
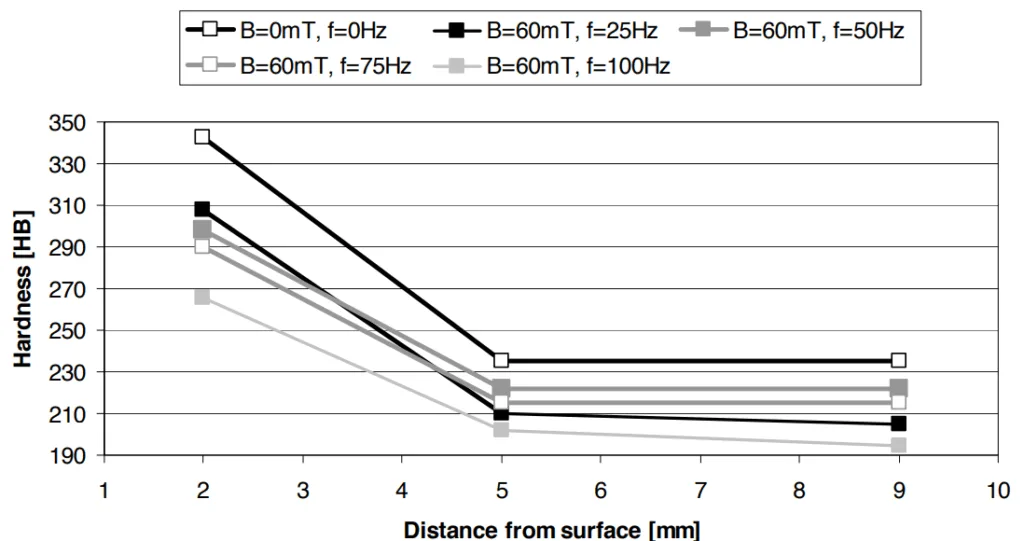
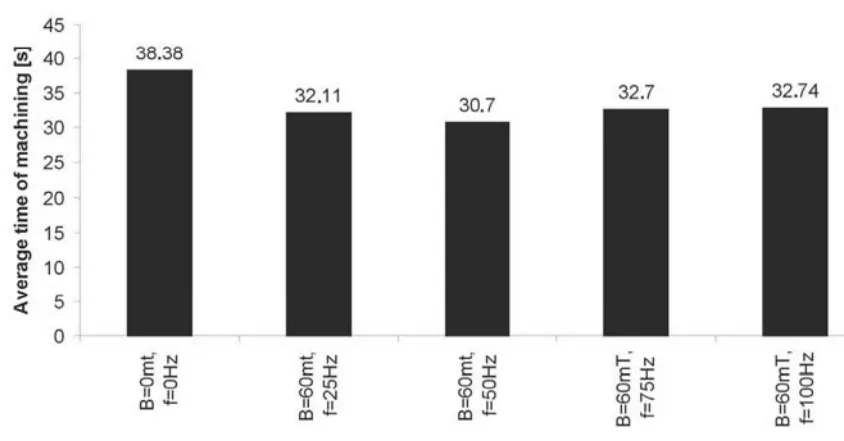
組織の均一化は、機械的特性に直接的な好影響をもたらしました。図9は、インゴット断面の硬さ分布を示しています。電磁攪拌を行わない場合(B=0mT, f=0Hz)、表面から中心にかけて大きな硬さの勾配が見られます。しかし、電磁攪拌、特に50Hzの条件を適用すると、この硬さの勾配が著しく減少し、断面全体で均一な硬さ分布が得られました。この結果、図10に示すように、被削性が大幅に向上しました。50Hzで処理されたインゴットの加工時間は、未処理のものに比べて約20%短縮され、加工効率の向上と工具寿命の延長に大きく貢献することが示唆されました。
研究開発および製造現場への実践的示唆
本研究の結果は、様々な専門分野の技術者にとって具体的な指針を提供します。
- プロセスエンジニアへ: この研究は、インゴットの引抜速度を700 mm/minに設定し、50Hzの電磁攪拌を適用することが、硬質点の除去と組織の均一化に最も効果的であることを示唆しています。これにより、鋳造欠陥の削減とプロセスの安定化が期待できます。
- 品質管理チームへ: 論文の図9と表2のデータは、電磁攪拌条件が硬さ分布と黒鉛形態に与える影響を明確に示しており、新しい品質検査基準の策定に役立つ可能性があります。ミクロ組織の均一性を評価項目に加えることで、最終製品の性能をより正確に予測できます。
- 設計エンジニアへ: 凝固過程における強制対流が組織形成に大きな影響を与えるという知見は、初期の設計段階で考慮すべき重要な要素です。特に、高い被削性が要求される部品の設計において、この製造プロセスを前提とすることで、より最適な材料仕様を定義できる可能性があります。
論文詳細
Influence of continuous casting conditions on grey cast iron structure
1. 概要:
- 論文名: Influence of continuous casting conditions on grey cast iron structure
- 著者: J. Szajnar, M. Stawarz, T. Wróbel, W. Sebzda, B. Grzesik, M. Stępień
- 発表年: 2010
- 掲載誌/学会: Archives of Materials Science and Engineering, Volume 42, Issue 1
- キーワード: Casting; Cast iron; Graphite; Electromagnetic field
2. 抄録:
目的: 本研究の主目的は、電磁攪拌機を含む連続鋳造金型内での溶湯の強制対流条件下における、鋳鉄インゴットのフレーク状黒鉛形態の均一化であった。 設計/方法論/アプローチ: ねずみ鋳鉄インゴTットの研究には、回転磁場のインダクターを備えた連続鋳造金型を含む実験室規模の連続鋳造スタンドが使用された。走査型電子顕微鏡による金属組織学的研究、および硬さと被削性の測定といった実用特性の研究が行われた。 調査結果: 研究結果とその分析は、鋳鉄組織におけるフレーク状黒鉛形態の均一化、インゴット断面における硬さ分布、およびその被削性の可能性を示している。 研究の限界/示唆: 今後の研究において、本稿の著者らは、電磁場を利用した連続鋳造法を工業的試験に応用することを計画している。 実践的意義: 本研究は、連続鋳造において特に重要な組織と特性の均一化手法を提示する。自動車産業向けの鋳鉄インゴットにおける均一なフレーク状黒鉛形態は、被削性の観点から非常に重要である。 独創性/価値: ねずみ鋳鉄連続鋳造インゴットの品質向上に貢献する。
3. 序論:
従来の金型または連続鋳造金型における溶湯の強制対流は、鋳物の凝固プロセスに大きな影響を与える。長年にわたり、溶湯の動きを生成することを主目的とする装置が使用されてきた。これらは当初、機械的または電磁的な攪拌機であり、例えば保持炉内の溶湯を均一化したり、合金添加物の溶解を促進したりするために使用された。耐火物材料や電気工学分野の発展、そして何よりも鋳造組織の凝固プロセスに対する強制対流の正の効果が認識されたことにより、1970年代には磁気流体力学(MHD)装置がより広く使用されるようになった。本稿では、電磁場が凝固金属に与える影響を利用して、ねずみ鋳鉄の組織を均一化する可能性について述べる。
4. 研究の概要:
研究トピックの背景:
鋼や非鉄金属の連続鋳造では、組織の均一化を目的とした電磁攪拌が広く適用されている。しかし、ねずみ鋳鉄への応用はまだ一般的ではなく、特にフレーク状黒鉛の形態制御と、それに伴う硬さや被削性といった実用特性の改善が課題であった。
先行研究の状況:
鋼 [4, 5, 7-10] や非鉄金属 [3, 11-13] の鋳造において、電磁場が組織の均一化に成功裏に適用されてきた例は存在する。例えば、純アルミニウムの鋳造において回転磁場を適用すると、マクロ組織の結晶粒が微細化・均一化されることが報告されている(図2)。論文 [14, 15] では、ねずみ鋳鉄の組織均一化に対する電磁場の影響の可能性が示されている。
研究の目的:
本研究の主目的は、連続鋳造法において、回転電磁場がEN GJL-200タイプのねずみ鋳鉄の組織における黒鉛形態に与える影響を明らかにすることである。これにより、組織を均一化し、硬さ分布を改善し、最終的に被削性を向上させることを目指す。
中心的な研究:
直径20mmのねずみ鋳鉄インゴットを対象に、実験室規模の連続鋳造スタンドを用いて研究を行った。このスタンドの核心部は、回転電磁場を発生させるインダクターを内蔵した水冷式連続鋳造金型である。インダクターへの供給電流の強度と周波数を制御パラメータとし、インゴットの引抜速度や温度などの鋳造条件との関係性を調査した。得られたインゴットについて、SEMによるミクロ組織観察、ブリネル硬さ測定、キープ・バウアー法による被削性試験を実施し、電磁場の影響を定量的に評価した。
5. 研究方法
研究デザイン:
本研究は、実験的アプローチを採用している。制御された条件下でねずみ鋳鉄の連続鋳造を行い、主要な操作変数である電磁場の周波数を変化させ、その結果として生じるインゴットの組織と機械的特性の変化を測定・分析した。
データ収集と分析方法:
- ミクロ組織: インゴットの周辺部、半径の半分、中心軸の3つの領域から採取した試料を、エッチングせずに走査型電子顕微鏡(InspectF with EDS)で観察し、フレーク状黒鉛の形態と分布を評価した。
- 硬さ: インゴットの断面について、ブリネル法を用いて硬さを測定した。
- 被削性: キープ・バウアー法を用い、一定の荷重(350N)と回転速度(360 rpm)で直径5mmのドリルを使用して、厚さ20mmの試料に3つの穴を開けるのに要する時間を測定した。
- 凝固シミュレーション: ANSYSソフトウェアを使用し、鋳鉄インゴットの凝固プロセスをシミュレーションした。
研究対象と範囲:
研究対象は、EN GJL-200規格のねずみ鋳鉄から連続鋳造法で製造された直径20mmのインゴットである。研究範囲は、電磁場の印加(磁束密度B=60mT、周波数f=0, 25, 50, 75, 100Hz)が、インゴットのミクロ組織(特に黒鉛形態)、断面の硬さ分布、および被削性に与える影響の評価に限定される。
6. 主要な結果:
主要な結果:
- インゴットの引抜速度を増加させると、鋳鉄組織中のセメンタイト(硬質点)の量が減少し、700 mm/minで最も有利な結果が得られた(図7)。
- 電磁場を適用しない場合、インゴット断面には不均一な黒鉛形状と分布が見られ、硬さの勾配が生じ、被削性が低下した(表2、図9、図10)。
- 電磁場による凝固金属の強制対流は、フレーク状黒鉛形態の均一化を促進した。特に50Hzの周波数で駆動されるインダクターによって生成された電磁場の影響下で、この現象は顕著であった(表2)。
- 50Hz以外の周波数(25, 75, 100Hz)では、黒鉛形態の部分的な均一化が促進されたが、その効果はインゴットの半径の半分から中心部に限定された。
- フレーク状黒鉛形態の均一化は、インゴット断面の硬さ勾配を減少し、被削性を向上させた(図9、図10)。
Figure Name List:
- Fig. 1. The scheme of an electromagnetic stirrer enforcing (a) rotary reversion, and (b) oscillatory motion of liquid metal along the axis originating ingot [5]
- Fig. 2. Macrostructure of pure aluminium of type EN AW-A199,5 ingot in initial state (a), and after casting with influence of rotate electromagnetic field (b) [11]
- Fig. 3. Scheme of stand to continuous casting of grey cast iron ingots with circular section
- Fig. 4. Influence of current intensity I on magnetic induction B
- Fig. 5. Influence of frequency of supply voltage f on force F, which generates liquid metal movement at radius of ingot 10 mm
- Fig. 6. Influence of frequency f of supply voltage on distribution of velocity Vcm of liquid metal movement at radius of ingot 10 mm: a) 25 Hz, b) 50 Hz, c) 75 Hz and d) 100 Hz
- Fig. 7. Influence of the velocity of ingot pulling V on percentage quantity of hard spots in structure of grey cast iron (at definite value of the temperature of ingot after leaving the continuous casting mould To)
- Fig. 8. Influence of the velocity of ingot pulling V on position of crystallization front in continuous casting mould
- Fig. 9. Influence of the electromagnetic field on hardness distribution on cross-section of grey cast iron continuous ingot
- Fig. 10. Influence of the electromagnetic field on machinability of grey cast iron continuous ingot
7. 結論:
実施された研究に基づき、以下の結論が導き出された。 - 連続鋳造金型を出た後のインゴット温度を約1000°Cに保証する連続鋳造パラメータの選択により、ねずみ鋳鉄組織中の硬質点の領域という形の欠陥を約1%に減少させることができる。 - 連続鋳造金型内で凝固する金属に電磁場による強制対流を作用させた結果として得られる凝固界面の熱的条件の変化は、硬質点の領域の存在を完全に排除し、フレーク状黒鉛形態の形状と分布の観点から均一化をもたらす。 - フレーク状黒鉛形態の均一化の向上は、供給電圧周波数50Hzで駆動されるインダクターによって生成される電磁場の影響によって促進される。 - 電磁場の影響から生じるフレーク状黒鉛形態の均一化は、インゴット断面の硬さ勾配を減少し、その結果、被削性の向上につながる。
8. 参考文献:
- [1] R. Sikora, Theory of electromagnetic field, WNT, Warsaw, 1998, (in Polish).
- [2] P. Gillon, Uses of intense d.c. magnetic fields in materials processing, Materials Science and Engineering 287 (2000) 146-151.
- [3] J. Szajnar, The influence of selected physical factors on the crystallization process and castings structure, Archives of Foundry Engineering – Monograph, Gliwice, 2009, (in Polish).
- [4] J. Adamczyk, Development of the microalloyed constructional steels, Journal of Achievements in Materials and Manufacturing Engineering 14/1-2 (2006) 9-20.
- [5] J. Adamczyk, Engineering of metallic materials - part 1, Scientific book of Silesian University of Technology, Gliwice, 2004, (in Polish).
- [6] I. Nowak, J. Smołka, A. Nowak, A reproduction of boundary conditions in three-dimensional continuous casting problem, International Journal of Mathematical, Physical and Engineering Sciences 3 (2009) 193-198.
- [7] K. Miyazawa, Continuous casting of steels in Japan, Science and Technology of Advanced Materials 2 (2001) 59-64.
- [8] S. Asai, Recent development and prospect of electromagnetic processing of materials, Science and Technology of Advanced Materials 1 (2000) 191-196.
- [9] H. Harada, E. Takeuchi, M. Zeze, H. Tanaka, MHD analysis in hydromagnetic casting process of clad steel slabs, Applied Mathematical Modeling 23 (1998) 873-880.
- [10] C. Sajdak, S. Golak, A. Kurek, Electromagnetic stirring of ingot liquid core in continuous casting of steel, Electrotechnics Review 3 (2007) 67-70, (in Polish).
- [11] J. Szajnar, T. Wróbel, Methods of inoculation of pure aluminium structure, Journal of Achievements in Materials and Manufacturing Engineering 27 (2008) 95-98.
- [12] J. Szajnar, T. Wróbel: Influence of magnetic field and inoculation on size reduction in pure aluminium structrure, International Journal of Materials and Product Technology 3 (2008) 322-334.
- [13] C. Vives, R. Ricou, Experimental study of continuous electromagnetic casting of aluminium alloys, Metallurgical Transactions B 16B (1985) 377-384.
- [14] J. Szajnar, M. Stawarz, T. Wróbel, W. Sebzda, Influence of electromagnetic field on pure metals and alloys structure, Journal of Achievements in Materials and Manufacturing Engineering 34 (2009) 95-102.
- [15] L. Qiushu, L. Liqiang, L. Renxing, H. Xu, Z. Qijie, Effect of pulse magnetic field on graphite morphology and solidification of grey cast iron, Proceedings of the 66th World Foundry Congress, Istanbul, 2004, 147-156.
専門家Q&A:トップクエスチョンへの回答
Q1: なぜインゴットの引抜速度として700 mm/minが最適とされたのですか? A1: 論文の図7に示されているように、引抜速度を上げることでインゴットが水冷金型内に留まる時間が短くなり、結果として冷却速度が緩やかになります。700 mm/minという速度は、この効果によって硬質点(セメンタイト)の析出を約1%まで抑制できる最適な条件でした。これ以上速度を上げると、凝固界面が金型の外に移動し、溶湯が流出するリスクがあるため、この速度が選ばれました。
Q2: 電磁場は具体的にどのようなメカニズムで組織を均一化するのですか? A2: 電磁場は、溶湯内にローレンツ力を発生させ、強制的な対流(攪拌)を引き起こします。この対流が凝固界面の温度勾配を緩和し、均一な熱条件を作り出します。その結果、インゴットの断面全体で黒鉛が均一なフレーク状に晶出し、セメンタイトのような硬質点の形成が抑制され、組織全体が均一化されます。
Q3: なぜ50Hzの周波数が黒鉛の均一化に最も効果的だったのでしょうか? A3: 論文では、50Hzの周波数がインゴット断面全体にわたってフレーク状黒鉛の形態を均一化するのに特に効果的であったと報告されています(表2)。他の周波数(25, 75, 100Hz)では、効果がインゴットの中心部に限定される傾向がありました。これは、50Hzという周波数が、使用されたインダクターとインゴットの直径において、溶湯全体に最も効率的に攪拌力を与え、均一な凝固条件を作り出すのに適していたためと考えられます。
Q4: 従来の連続鋳造インゴットで被削性が悪化する主な原因は何ですか? A4: 主な原因は2つあります。第一に、不均一な冷却によって生じるセメンタイトなどの「硬質点」の存在です。これは工具を著しく摩耗させます。第二に、インゴットの表面と中心部での硬さの大きな違い(硬さ勾配)です(図9、B=0mTのケース参照)。これらの不均一性が、加工時の切削抵抗を不安定にし、工具寿命を縮め、加工精度を低下させます。
Q5: この研究で示された手法の、実用化における限界や今後の課題は何ですか? A5: 本研究は実験室規模のスタンドで行われたものであり、工業規模での適用可能性を検証するにはさらなる試験が必要です。論文では、著者らが今後の研究として工業的試験への応用を計画していると述べられています。また、最適な電磁場条件(周波数、磁束密度)はインゴットのサイズや合金組成によって変化する可能性があるため、異なる仕様の製品ごとにパラメータの最適化が必要になるでしょう。
結論:高品質と高生産性への道を切り拓く
ねずみ鋳鉄 連続鋳造における品質のばらつきと被削性の問題は、多くの製造現場が直面する根深い課題です。本研究は、電磁攪拌技術を適用することで、凝固組織を根本から制御し、硬質点を排除し、フレーク状黒鉛を均一化できるという画期的なブレークスルーを示しました。このアプローチは、機械的特性の信頼性を高めるだけでなく、後工程での加工コスト削減と生産性向上に直接貢献します。
CASTMANでは、お客様がより高い生産性と品質を達成できるよう、最新の業界研究を応用することに尽力しています。もし本稿で議論された課題がお客様の事業目標と一致するようでしたら、これらの原理をお客様の部品にどのように実装できるか、ぜひ弊社のエンジニアリングチームにご相談ください。
著作権情報
このコンテンツは、論文「[Influence of continuous casting conditions on grey cast iron structure]」(著者:[J. Szajnar, M. Stawarz, T. Wróbel, W. Sebzda, B. Grzesik, M. Stępień])に基づく要約および分析です。
出典: [https://www.archivesmse.org/vol/volume42_1/42107.pdf] (論文への直接リンクがないため、ジャーナルのページを想定)
この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。 Copyright © 2025 CASTMAN. All rights reserved.