研究の核心目的: 本研究は、自動車産業などで広く求められる複雑な形状の鋳造品の製造において、従来の砂型コア(sand core)の欠点を克服し、環境に優しく効率的な塩コア(salt core)を用いた鋳造プロセスを開発することを目的とする。砂型コア使用時に発生するコアガス、騒音、粉塵、環境汚染といった問題点を解決することを目指す。
主要な方法論: ポンプ本体部品を対象として、塩コア製造のための単一チャンバー射出金型を設計・製作した。溶融塩を射出成形して塩コアを製造し、従来の傾斜鋳造法を用いて鋳造を行った。Faro Edge Scan Arm HDを用いて塩コアの寸法精度を測定し、3Dデータモデルと比較・分析した。また、冷却システムを改良して均一な冷却を促し、亀裂発生を最小限に抑えた。鋳造後、塩コアを水に溶解させて除去し、表面粗さや内部欠陥を分析した。砂型コアを用いた鋳造プロセスとの比較分析も行った。
主要な結果: 塩コアを用いた鋳造プロセスは、砂型コアを用いたプロセスと比較して以下の利点が見られた。(1) 樹脂燃焼によるコアガスの発生がなく、鋳造品の欠陥を減少させた。(2) 塩コアは水に溶解して残渣なく除去できるため、砂型コア除去工程で発生する騒音、粉塵、環境汚染の問題が解決された。(3) 砂型コアよりも鋳造品の表面粗さが良好であった。(4) 鋳造プロセス時間は砂型コアを用いたプロセスとほぼ同等であった。ただし、塩コアの収縮率予測や凝固時間が砂型コアよりも長いことが課題として挙げられた。
研究者情報:
- 所属機関: Nemak İzmir Döküm San.A.Ş.、R&D Department
- 著者: Tülay Hançerlioğlu
- 主要な研究分野: 鋳造プロセス、塩コア技術
研究背景と目的:
- 研究が必要な産業的背景: 自動車産業などにおける複雑な形状の鋳造品需要の増加
- 具体的な技術的問題点・課題: 砂型コア使用時に発生するコアガス、騒音、粉塵、環境汚染、および除去工程の困難さ
- 研究目標: 環境に優しく効率的な塩コアを用いたアルミニウム合金鋳造プロセスの開発
論文の主要な目標と研究内容:
- 論文の主要な目標と研究内容: アルミニウム合金鋳造における塩コア使用プロセスの開発および従来の砂型コアプロセスとの比較分析
- 問題点: 砂型コア使用時に発生するコアガス、騒音、粉塵、環境汚染、および除去工程の困難さ
- 問題解決のための段階的アプローチ: (1) 塩コア製造のための射出金型の設計・製作 (2) 塩コアの射出成形 (3) 塩コアを用いた傾斜鋳造プロセス (4) 塩コアの溶解と除去 (5) 鋳造品の表面粗さと内部欠陥の分析 (6) 砂型コアプロセスとの比較分析
- 主要な図表: 図1~16(韓国語要約で説明されている図表と同じ)
- Main Objectives and Research Content: Development and evaluation of a salt core casting process for aluminum alloys, and comparative analysis with conventional sand core casting.
Problems Addressed: Drawbacks of sand core casting, including core gas, noise, dust, environmental concerns, and difficult removal.
Step-by-Step Approach to Problem Solving: (1) Design and manufacturing of injection mold for salt cores. (2) Salt core injection molding. (3) Tilt casting process using the salt cores. (4) Dissolution and removal of salt cores. (5) Analysis of surface roughness and internal defects in the castings. (6) Comparative analysis with sand core casting.
Key Figures: Figures 1-16 (as described in the Korean summary)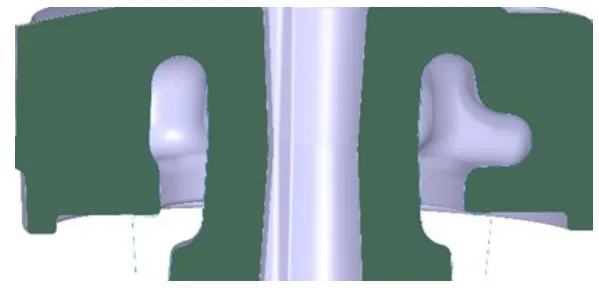
- Figure 1. Sectional view of the pump body.
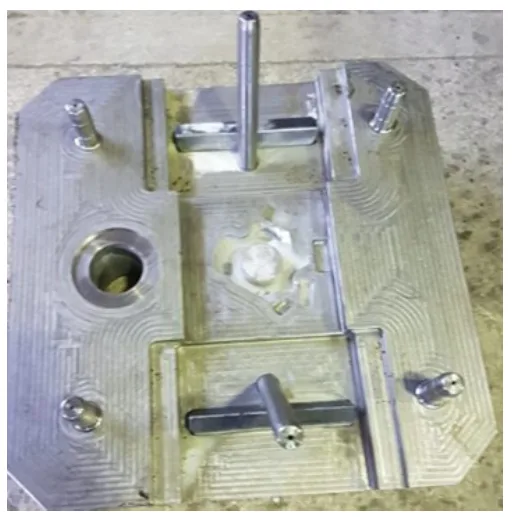
- Figure 2.1. Injection mold movable side manufactured for salt core

- Figure 2.2. Injection mold fixed side manufactured for salt core.

- Figure 3. Salt core injection molding
- Figure 4. Salt core laser scanning compared with 3D data model.

- Figure 5. Salt core exterior surface crack.

- Figure 7. Mold inner diameter core insertion
結果と成果:
- 定量的結果: 塩コアを用いた鋳造プロセスではコアガスの発生なし、塩コアの表面粗さは砂型コアよりも良好、鋳造プロセス時間は砂型コアプロセスとほぼ同等
- 定性的結果: 塩コアは水に溶解して残渣なく除去できるため、騒音、粉塵、環境汚染の問題を解決。鋳造品の表面品質が向上。
- 技術的成果: アルミニウム合金鋳造における塩コア使用の新規プロセスの開発。砂型コアの欠点を克服し、環境に優しく効率的な鋳造プロセスの実現。
著作権と参考文献:
本要約は、Tülay Hançerlioğluの論文 "Development of Salt Core Use as an Alternative in Aluminum Alloy Castings"に基づいて作成されました。
論文出典: DOI: 10.18466/cbayarfbe.1033177