Improvement in Hardness of LM-6 Aluminum Alloy Green Sand Castings by Taguchi Method
タグチメソッドを活用したLM-6アルミニウム合金グリーンサンド鋳物の硬度向上
この技術概要は、Ravneet Kumar氏およびChandandeep Grewal氏によって執筆され、Asian Journal of Engineering and Applied Technology誌(2013年)に掲載された学術論文「Improvement in Hardness of LM-6 Aluminum Alloy Green Sand Castings by Taguchi Method」に基づいています。

キーワード
- 主要キーワード: LM-6アルミニウム合金の硬度向上
- 副次キーワード: グリーンサンド鋳造、タグチメソッド、プロセス最適化、ロックウェル硬さ、鋳造品質
エグゼクティブサマリー
- 課題: LM-6アルミニウム合金鋳物において、経済性を維持しつつ、高い品質と厳しい寸法公差を達成すること。
- 手法: タグチメソッドのL₈(2⁷)直交配列表を用いて、グリーンサンド鋳造における5つの主要なプロセスパラメータを最適化しました。
- 主要なブレークスルー: 鋳込み温度、およびベントナイトと水分の相互作用、ベントナイトと鋳物砂の粒度の相互作用が、硬度とそのばらつきに最も大きな影響を与える要因であることが明らかになりました。
- 結論: プロセスパラメータを最適化することにより、ロックウェル硬さが6.9%向上することが確認され、鋳造品質を向上させるための明確な道筋が示されました。
課題:この研究がダイカスト専門家にとって重要な理由
LM-6(Al-12%Si)アルミニウム合金は、その優れた流動性と耐食性から、薄肉で複雑な形状の鋳物に広く使用されています。しかし、特にコスト効率の高いグリーンサンド鋳造法を用いる場合、最終製品の機械的特性、特に硬度を安定させ、高い水準に保つことは常に課題です。硬度のばらつきは製品の性能や寿命に直接影響するため、品質管理において極めて重要です。この研究は、どのプロセスパラメータが硬度に最も影響を与えるかを科学的に特定し、最小限の実験で最大の品質改善を達成する方法を明らかにすることを目的としています。これは、コストを抑えながら高品質な鋳物を求めるすべての製造現場にとって、直接的な価値を持つ知見です。
アプローチ:方法論の解明
本研究では、品質工学の分野で実績のある「タグチメソッド」を用いて、効率的に最適なプロセス条件を探索しました。このアプローチにより、すべての組み合わせを試す完全実施要因計画(この場合は128回の実験が必要)に比べ、実験回数をわずか8回に大幅に削減しつつ、信頼性の高い結論を導き出すことができました。
手法1:主要パラメータと水準の設定 文献調査に基づき、LM-6アルミニウム合金のグリーンサンド鋳造における硬度に影響を与えると考えられる5つの主要な制御因子が特定され、それぞれ2つの水準が設定されました。
- A: ベントナイト(Bentonite clay): 4% vs 6%
- B: 鋳物砂の粒度(Grain fineness no.): 80 vs 100
- C: 水分(Moisture): 3% vs 4%
- D: 鋳込み温度(Pouring temperature): 710°C vs 730°C
- E: コールダスト(Coal dust): 1% vs 1.5%
手法2:実験計画 これらのパラメータと、特に重要と考えられる2つの相互作用(ベントナイト×粒度、ベントナイト×水分)を評価するため、L₈(2⁷)直交配列表が選択されました。この計画に従って8種類の鋳造実験がランダムな順序で実施され、各鋳物から複数の箇所でロックウェル硬さ(HRB)が測定されました。
ブレークスルー:主要な発見とデータ
実験データの分散分析(ANOVA)により、各パラメータが硬度に与える影響の大きさが定量的に評価されました。
発見1:鋳込み温度が品質のばらつきを支配する最大の要因である
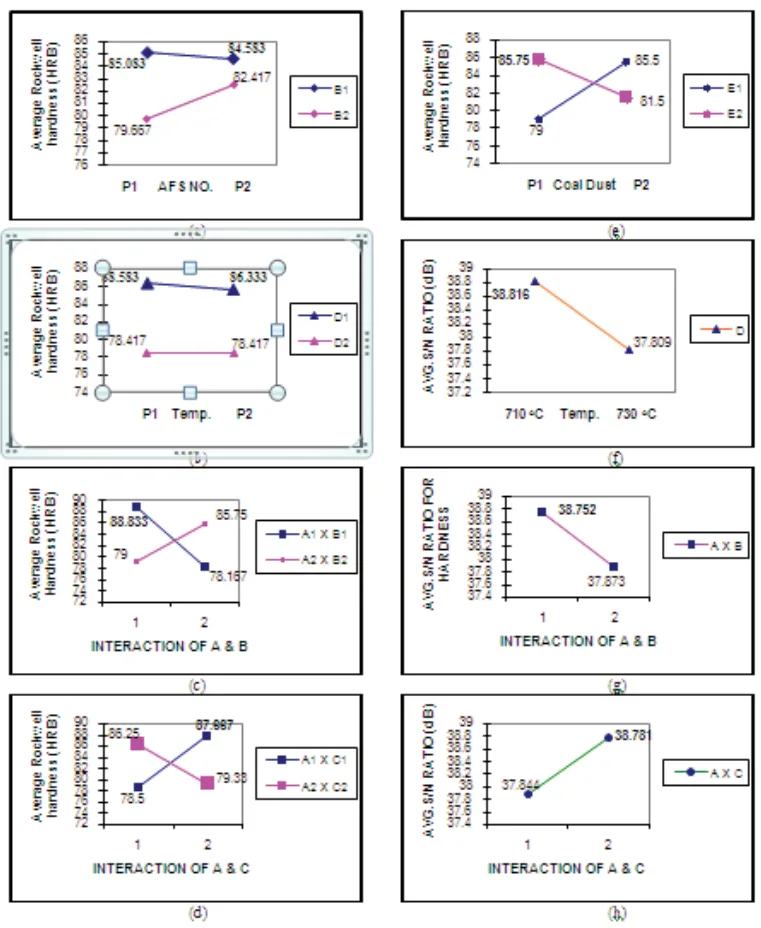
S/N比データ(品質のばらつきを示す指標)の分散分析(論文中 Table V)によると、鋳込み温度(D)が硬度のばらつきに最も大きな影響を与えており、その寄与率は33.16%に達しました。データは、低い鋳込み温度(710°C)の方が、より安定して高い硬度が得られることを示しています。これは、より低い温度での凝固が、微細な共晶組織の形成を促進するためと考えられます。
発見2:パラメータ間の「相互作用」が硬度を左右する鍵である
単一のパラメータだけでなく、パラメータ間の組み合わせが品質に大きな影響を与えることが明らかになりました。特に、ベントナイトと水分の相互作用(A×C)は、ばらつきに対して28.42%の寄与率を示しました。また、ベントナイトと鋳物砂の粒度の相互作用(A×B)も24.84%と、非常に大きな影響力を持っています。これは、単にベントナイトや水分を増減させるのではなく、砂の粒度に応じて最適なバランスを見つけることが、高品質な鋳物を作る上で不可欠であることを示唆しています。
研究開発および製造現場への実践的な示唆
- プロセスエンジニア向け: この研究は、硬度を向上させ、ばらつきを抑えるためには、まず鋳込み温度を低め(710°C)に管理することが最も効果的であることを示唆しています。さらに、使用する鋳物砂の粒度に合わせて、ベントナイトと水分の添加量を精密に調整するプロセス基準を設けることで、品質を大幅に安定させることができます。
- 品質管理チーム向け: 論文中の分散分析表(Table IVおよびV)は、どのパラメータが最も品質のばらつきを引き起こすかを示しています。これにより、品質管理チームは、鋳込み温度や、ベントナイトと水分の比率といった、最も影響の大きい要因の監視を強化することで、効率的に不良率を低減できます。
- 設計エンジニア向け: この研究結果は、LM-6合金が鋳造プロセス条件に敏感であることを示しています。この知見は、鋳造中の凝固挙動を考慮した設計、例えば肉厚の均一化などを検討する際に、プロセスの安定性を確保するための重要な情報となります。
論文詳細
Improvement in Hardness of LM-6 Aluminum Alloy Green Sand Castings by Taguchi Method
1. 概要:
- Title: Improvement in Hardness of LM-6 Aluminum Alloy Green Sand Castings by Taguchi Method
- Author: Ravneet Kumar and Chandandeep Grewal
- Year of publication: 2013
- Journal/academic society of publication: Asian Journal of Engineering and Applied Technology
- Keywords: Green sand Casting, LM-6 Aluminum alloy, Rockwell hardness, Taguchi L₈ (2⁷) orthogonal arrays.
2. Abstract:
The green sand casting is most widely and economically used method for past years. The quality of castings and parameters control is very important. With increasing demand for high-quality castings with close tolerances, an attempt has been made in this study to get the optimal setting of the main parameters to improve the hardness of LM-6 Aluminum alloys castings in green sand casting. Five main parameters namely Bentonite clay, Grain fineness no., Moisture, Pouring temperature and Coal dust were identified. The effects of the selected process parameters on the hardness and the subsequent optimal settings of the parameters have been accomplished using Taguchi's method. L₈(2⁷) orthogonal arrays have been selected and experiments were conducted as per experimental plan given in this array. The results indicate that all the parameters except grain fineness no and coal dust are affecting both the average and variability significantly in the hardness of LM-6 Aluminum alloys castings. The confirmatory experiments have shown improvement in Rockwell hardness to be 6.9%.
3. Introduction:
鋳造は金属成形における最も古い方法の一つであり、現代の鋳造所では、特に小型自動車部品の製造においてグリーンサンド鋳造法が広く利用されています。この方法は、鋳物砂とその成分のコストが低く、再利用が可能であるため、経済性に優れています。鋳物の品質は、寸法精度、表面仕上げ、健全性によって測られ、これらはグリーンサンドの成分や鋳型の構造的特性に依存します。本研究で使用されるLM-6アルミニウム合金は、Al-12%Si合金であり、優れた流動性と耐溶融割れ性を持ち、砂型鋳造、圧力鋳造、金型鋳造に適しています。その高い耐食性から、特に海洋関連の鋳物や化学産業で利用されます。グローバルな競争環境で生き残るためには、プロセスパラメータを厳密に管理し、最小のコストと不良率で一貫した品質を達成することが求められます。
4. Summary of the study:
Background of the research topic:
高品質かつ厳しい公差が求められるLM-6アルミニウム合金鋳物において、経済的なグリーンサンド鋳造法を用いて、機械的特性、特に硬度を向上させる必要性がある。
Status of previous research:
Singhら[4]は、アルミニウムブランクの砂型鋳造プロセスにおいて、7つの制御因子を3水準で最適化する研究を行っています。また、Guharajaら[6]は、球状黒鉛鋳鉄のグリーンサンド鋳造プロセスにおいて、タグチメソッドを用いて鋳造欠陥に影響を与えるパラメータを最適化しました。これらの先行研究は、様々な鋳造プロセスにおいてタグチメソッドが有効な最適化手法であることを示しています。
Purpose of the study:
本研究の目的は、LM-6アルミニウム合金のグリーンサンド鋳造において、主要なプロセスパラメータの最適な設定を見出し、鋳物の硬度を向上させることです。
Core study:
5つの主要パラメータ(ベントナイト、鋳物砂の粒度、水分、鋳込み温度、コールダスト)を2水準で設定し、タグチメソッドのL₈(2⁷)直交配列表を用いた実験計画を実施しました。応答特性としてロックウェル硬さを測定し、S/N比(望大特性)と分散分析(ANOVA)を用いて、各パラメータが硬度の平均値とばらつきに与える影響を評価しました。これにより、最適なパラメータの組み合わせを特定し、確認実験によってその効果を検証しました。
5. Research Methodology
Research Design:
本研究では、タグチメソッドのパラメータ設計アプローチを採用しました。5つの2水準の制御因子と2つの2因子間相互作用を評価するため、自由度を考慮してL₈(2⁷)直交配列表が選択されました。
Data Collection and Analysis Methods:
実験計画に基づき、8つの条件で鋳造を実施しました。各鋳物の指定された位置でロックウェル硬さ(HRBスケール)を複数回測定し、その平均値をデータとしました。データ分析には、S/N比(Signal-to-Noise ratio)と分散分析(ANOVA)が用いられました。硬度は高いほど望ましいという観点から、「望大特性」のS/N比計算式が適用されました。ANOVAにより、各因子と相互作用の寄与率が算出され、統計的に有意な影響を持つ因子が特定されました。
Research Topics and Scope:
本研究は、グリーンサンド鋳造法で製造されるLM-6アルミニウム合金を対象としています。評価される品質特性はロックウェル硬さです。調査対象のパラメータは、ベントナイト(4%, 6%)、鋳物砂の粒度(AFS No. 80, 100)、水分(3%, 4%)、鋳込み温度(710°C, 730°C)、およびコールダスト(1%, 1.5%)です。
6. Key Results:
Key Results:
- 分散分析の結果、鋳物砂の粒度とコールダストを除くすべてのパラメータが、硬度の平均値またはばらつきに有意な影響を与えることが示されました。
- S/N比データの分散分析(Table V)によると、硬度のばらつきに最も大きな影響を与えるのは鋳込み温度(寄与率33.16%)であり、次いでベントナイトと水分の相互作用(同28.42%)、ベントナイトと鋳物砂の粒度の相互作用(同24.84%)でした。
- 最高の硬度を達成するための最適なパラメータの組み合わせは、A₁B₁C₂D₁E₂、すなわちベントナイト4%、粒度80、水分4%、鋳込み温度710°C、コールダスト1.5%であると結論付けられました。
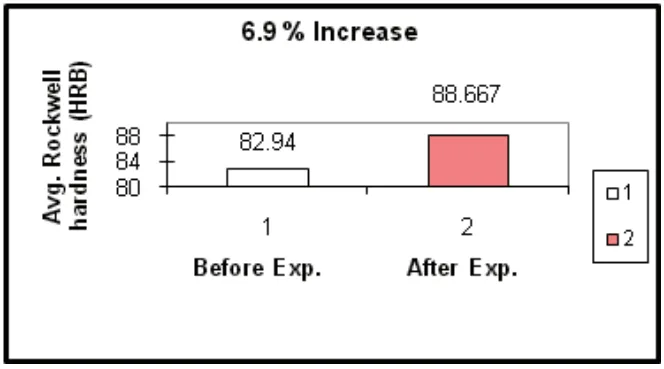
- 最適条件下で実施された確認実験では、平均ロックウェル硬さが88.667 HRBとなり、実験全体の平均値である82.94 HRBから6.9%の向上が見られ、予測の有効性が実証されました。
Figure Name List:
- Fig 1: Linear graph of L₈ (2⁷).
- Fig 2: Dimensions of the pattern
- Fig 3: Photograph of Aluminum alloys sand castings
- Fig. 4: Response plots for Rockwell hardness of significant parameters only
- Fig. 5: Expected improvement after validation
7. Conclusion:
本研究は、LM-6アルミニウム合金のグリーンサンド鋳造における硬度を最適化するために、タグチメソッドを用いてプロセス因子と水準を調査しました。結論は以下の通りです。
- 最高の硬度を得るための最適なパラメータの組み合わせは、ベントナイト4%、鋳物砂の粒度AFS 80、水分4%、鋳込み温度710°C、コールダスト1.5%です。
- 確認実験における予測最適範囲は、88.478 < μCE < 99.642 HRBです。
- プロセスのばらつきに最も寄与したのは鋳込み温度(33.16%)であり、次いでベントナイトと水分の相互作用(28.42%)、ベントナイトと鋳物砂の粒度の相互作用(24.84%)でした。
- 確認実験により、鋳物の平均硬度が6.9%向上することが検証されました。
- 鋳物砂の粒度とコールダストは、プロセスの平均値にのみ影響を与えることがわかりました。
- 鋳込み温度、およびベントナイトと鋳物砂の粒度、ベントナイトと水分の相互作用は、プロセスの平均値とばらつきの両方に影響を与えることがわかりました。
8. References:
- [1] Berth Mary and Pedecin L.J., (1990), "Sand handling systems affect casting produced in green sand," Modern casting, vol-II, pp. 42 to 44.
- [2] Morgen A.D., (1982) "Highest quality casting - Which moulding process?" Foundry Trade Journal, pp. 611 to 622.
- [3] Burns T.A. (1986), "The Foseco's foundryman's handbook, facts, figures and formulae" Pergamon press, New York, pp 128 & 147 to 148.
- [4] Singh Ajit Pal, and Nekere Mekonnen Liben, (2012), "optimization of aluminium blank sand casting process by using taguchi's robust design method" International Journal for Quality research, Vol.6, No.1, pp. 81 to 97.
- [5] Syrcos G. P. (2003), "Die casting process optimization using Taguchi methods" Journal of Materials Processing Technology, Volume 135, Issue 1, pp. 68 to 74.
- [6] Guharaja S., Haq A. Noorul and Karuppannan K.M., (2006), "Optimization of green sand casting process parameters by using Taguchi's method", The International Journal of Advanced Manufacturing Technology, Volume 30, Numbers 11-12, pp.1040-1048.
- [7] Barua, P.B., Kumar, P. & Gaindhar, J.L. (Jan., 1997), "Optimization of mechanical properties of V process casting by Taguchi method" Indian Foundry Journal, pp. 17-25.
- [8] Nazirudeen S. S. Mohamed and Nagasivamuni B. (Feb., 2012), "Improving the Quality of Green Sand Castings to Minimise the Defects Using Artificial Neural Network" Vol 58, No. 2, pp. 32-37
- [9] Kackar N. Raghu, (1985) "Off-line quality control, parameters design, and the Taguchi method" Journal of quality Technology, Vol. 17, No. 4, pp. 176 to 188.
- [10] Heine W.R., Looper R.C., Jr. Rosenthal, C.P., "Principles of metal castings" Tata-McGraw hill, 1988.
- [11] Ross, J.P., "Taguchi technique for quality engineering," New York: McGraw-Hill
専門家Q&A:トップクエスチョンへの回答
Q1: なぜこの研究では、すべての組み合わせを試す完全実施要因計画ではなく、タグチメソッドが選ばれたのですか?
A1: タグチメソッドは、実験の効率性を劇的に高めるために選ばれました。もし完全実施要因計画を採用した場合、5つのパラメータを2水準で評価するために2⁵=32通りの組み合わせ、さらに相互作用を考慮すると128回もの実験が必要になります。タグチメソッドのL₈直交配列表を用いることで、実験回数をわずか8回に削減し、時間とコストを大幅に節約しながら、主要なパラメータと相互作用の影響を統計的に評価することが可能になりました。
Q2: 硬度の「平均値」に最も大きな影響を与えたパラメータは何ですか?
A2: 生データ(Raw Data)の分散分析(Table IV)によると、硬度の平均値に最も大きな影響を与えたのは、99%の信頼区間で有意であった鋳込み温度(D)で、その寄与率は23.12%でした。次いで、ベントナイトと鋳物砂の粒度の相互作用(A×B)が21.41%、ベントナイトと水分の相互作用(A×C)が18.17%と、これらも大きな影響力を持つことが示されています。
Q3: 論文では相互作用(A×BとA×C)が重要であると述べられていますが、これは現場では具体的に何を意味しますか?
A3: これは、あるパラメータの効果が、別のパラメータの水準によって変化することを意味します。例えば、「ベントナイトと水分の相互作用(A×C)」が有意であるということは、「最適な水分の量」は「ベントナイトの量」によって変わるということです。単にベントナイトを増やしたり、水分を増やしたりするだけでは最適な結果は得られません。鋳物砂の粒度(B)やベントナイトの量(A)に応じて、水分の量を調整するという、パラメータ間の「バランス」を取ることが高品質な鋳物を作る上で不可欠であることを示しています。
Q4: この研究で見出された、最終的な最適パラメータ設定を教えてください。
A4: 最適な硬度を得るためのパラメータ設定は、「ベントナイト4%(水準1)、鋳物砂の粒度80(水準1)、水分4%(水準2)、鋳込み温度710°C(水準1)、コールダスト1.5%(水準2)」です。この組み合わせは、各パラメータの最適な水準を組み合わせたもので、実験データから導き出されました。
Q5: 6.9%の硬度向上はどのように検証されたのですか?
A5: この改善は、研究で特定された最適条件下で、新たに2つのサンプルを鋳造する「確認実験」によって検証されました。これらのサンプルの平均ロックウェル硬さは88.667 HRBであり、これは元の8回の実験の全体平均である82.94 HRBと比較して6.9%高い値でした。この結果は、予測された99%信頼区間(88.478〜99.642 HRB)内に収まっており、タグチメソッドによる最適化の有効性が実証されました。
結論:より高い品質と生産性への道を開く
本研究は、LM-6アルミニウム合金のグリーンサンド鋳造において、硬度という重要な機械的特性が、どのプロセスパラメータによって左右されるかを明確に示しました。特に、鋳込み温度と、ベントナイト・水分・鋳物砂粒度の相互作用が品質の安定性を決める鍵であることが、統計的に裏付けられました。この知見は、LM-6アルミニウム合金の硬度向上を目指す製造現場にとって、科学的根拠に基づいたプロセス改善の指針となります。
CASTMANでは、業界の最新の研究成果を応用し、お客様の生産性と品質の向上を支援することをお約束します。この論文で議論された課題がお客様の事業目標と一致する場合、ぜひ当社のエンジニアリングチームにご連絡ください。これらの原理をお客様の部品製造にどのように実装できるか、共に探求してまいります。
著作権情報
このコンテンツは、Ravneet Kumar氏およびChandandeep Grewal氏による論文「Improvement in Hardness of LM-6 Aluminum Alloy Green Sand Castings by Taguchi Method」に基づく要約および分析です。
出典: https://doi.org/10.51983/ajeat-2013.2.2.688
この資料は情報提供のみを目的としています。無断での商業利用は禁じられています。 Copyright © 2025 CASTMAN. All rights reserved.