論文タイトル:スクイズキャストが切り拓くA319アルミニウム合金の新たな可能性:重力鋳造を超える機械的特性の実現
この技術概要は、[11th International Conference on Science Engineering & Technology]で発表された、[M. Naveen Kumar, V. Mohanavel, C. Jayasekar, N. Dineshbabu and S. Udishkumar]による論文「[A Comparative Work on Die Casting and Squeeze Casting Techniques of A319 Cast Aluminium Alloy]」に基づいています。CASTMANが技術専門家向けに分析・要約しました。
キーワード
- 主要キーワード: スクイーズキャスト
- 副次キーワード: A319アルミニウム合金, 重力ダイカスト, 機械的特性, 硬度, 衝撃強度, 微細構造
エグゼクティブサマリー
- 課題: 従来の重力ダイカスト法で製造されたA319合金は、ポロシティ(巣)などの欠陥により機械的特性が制限されるという課題を抱えています。
- 手法: 本研究では、重力ダイカストとスクイズキャスト(50MPa、75MPa、100MPaの3つの加圧条件)で製造されたA319アルミニウム合金部品の硬度と衝撃強度を比較評価しました。
- 重要な発見: 100MPaの圧力でスクイズキャストされた部品は、重力ダイカスト品に比べて衝撃強度と硬度が大幅に向上し、これはポロシティの低減と微細な結晶粒組織に起因することが明らかになりました。
- 結論: スクイーズキャストにおける凝固中の高圧印加は、A319アルミニウム合金部品の機械的性能を飛躍的に向上させる極めて効果的な手法です。
課題:なぜこの研究がHPDC専門家にとって重要なのか
自動車産業をはじめとする多くの製造業において、鋳造は主要な生産技術であり続けています。しかし、重力鋳造などの従来工法で製造された部品は、均一な表面仕上げや寸法精度を持つ一方で、ポロシティ(微小な空洞)や高温割れといった内部欠陥を抱えやすいという問題を抱えています。これらの欠陥は部品の機械的強度を低下させ、信頼性を損なう原因となります。特に、高い性能が要求される自動車や航空宇宙分野で広く使用されるA319アルミニウム合金のような材料では、これらの欠点を克服する新しい鋳造プロセスの開発が急務となっています。本研究は、この課題に対する有望な解決策として「スクイズキャスト」技術に焦点を当て、その有効性を定量的に明らかにすることを目的としています。
アプローチ:研究手法の詳解
本研究では、A319アルミニウム合金の機械的特性に対する鋳造方法の影響を比較するため、以下の実験計画が実施されました。
- 使用材料: A319アルミニウム合金。グラファイトるつぼ内で電気抵抗炉を用いて800℃に溶解されました。
- 比較プロセス:
- 重力ダイカスト: 溶解した合金を予熱した金型に注ぎ、自然冷却させる従来法。
- スクイズキャスト: 30トンの油圧プレスを使用。金型に注がれた溶湯に対し、凝固が完了するまでパンチで圧力を加える。
- 主要変数: スクイーズキャストにおける印加圧力。50MPa、75MPa、100MPaの3つの条件で比較されました。
- 評価項目:
- 衝撃強度: ASTM E23規格に準拠して試験を実施。
- ブリネル硬度: 1000kgの荷重で試験を実施。
- 微細構造観察: 光学顕微鏡を用いて、各サンプルのポロシティレベルと結晶粒組織を評価。
この体系的なアプローチにより、各鋳造プロセスがA319合金の機械的特性と内部品質に与える影響を明確に比較することが可能となりました。
発見:主要な研究結果とデータ
本研究から得られた最も重要な発見は、スクイズキャストが重力ダイカストに比べてA319合金の機械的特性を著しく向上させる点です。特に、印加圧力の増加がその効果をさらに高めることがデータで示されました。
発見1:衝撃強度の劇的な向上
スクイズキャストは、部品の靭性を示す衝撃強度を大幅に改善しました。 - Table 1によると、重力ダイカスト品の衝撃強度は23 Jでした。 - これに対し、Table 2が示すように、スクイズキャスト品は圧力の増加に伴い強度が向上し、50MPaで25 J、75MPaで27 J、そして100MPaでは31 Jに達しました。これは重力ダイカスト品と比較して約35%の向上に相当します。
発見2:硬度の大幅な上昇
硬度に関しても、スクイズキャストは明確な優位性を示しました。 - Table 3によると、重力ダイカスト品のブリネル硬度(BHN)は52でした。 - 一方、Table 4では、スクイズキャスト品の硬度は圧力依存的に上昇し、50MPaで57 BHN、75MPaで62 BHN、100MPaでは69 BHNを記録しました。最高圧力条件下では、硬度が約33%向上したことになります。
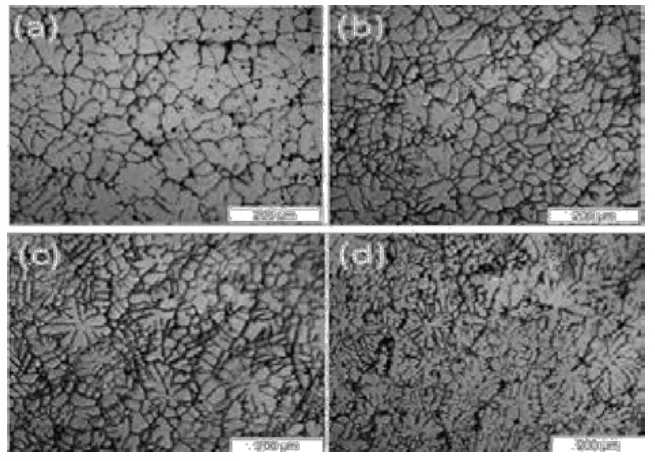
これらの機械的特性の向上は、Figure 1の光学顕微鏡写真によって裏付けられています。Figure 1(a)の重力ダイカスト品にはポロシティが観察されるのに対し、Figure 1(b)~(d)のスクイズキャスト品では圧力が高いほどポロシティが減少し、結晶粒が微細化していることが明確に示されています。この微細で緻密な組織が、優れた機械的特性の源泉となっています。
実務への応用:研究開発と製造現場への示唆
本研究の結果は、鋳造部品の品質と性能向上を目指す技術者にとって、具体的な指針を提供します。
- プロセスエンジニアへ: この研究は、スクイズキャストの印加圧力を高めること(本研究では100MPaまで)が、ポロシティの低減と結晶粒の微細化に直接寄与し、結果として機械的特性を向上させることを示唆しています。高強度・高信頼性が求められる部品の製造プロセスを設計する際、より高い圧力を適用することが有効な手段となり得ます。
- 品質管理チームへ: 論文のTable 2とTable 4のデータは、印加圧力と機械的特性(衝撃強度、硬度)の間に明確な正の相関関係があることを示しています。これは、特定の性能要件を満たすための新しい品質検査基準を策定する上で、重要な情報となり得ます。例えば、圧力パラメータを管理することで、最終製品の機械的特性を予測・保証することが可能になります。
- 設計エンジニアへ: この発見は、優れた機械的完全性が要求される部品において、設計段階から重力ダイカストではなくスクイズキャストを指定することの重要性を示しています。ポロシティのない微細な組織を形成できるスクイズキャストの能力は、より薄肉で複雑、かつ堅牢な部品設計を可能にし、製品の軽量化や高性能化に貢献します。
論文詳細
A Comparative Work on Die Casting and Squeeze Casting Techniques of A319 Cast Aluminium Alloy
1. 概要:
- タイトル: A Comparative Work on Die Casting and Squeeze Casting Techniques of A319 Cast Aluminium Alloy
- 著者: M. Naveen Kumar, V. Mohanavel, C. Jayasekar, N. Dineshbabu and S. Udishkumar
- 発表年:
- 発表機関/学会: 11th International Conference on Science Engineering & Technology
- キーワード: Hardness, Temperature, Squeeze Casting; Die Casting; A319; Impact Strength.
2. アブストラクト:
本稿では、A319合金を用いた重力ダイカストとスクイズキャスト技術の機械的特性に関する比較研究を試みた。両プロセスで製造された部品の硬度と衝撃強度を評価した。本研究では、ダイカストで得られた部品は機械的特性が劣っていた。一方、スクイズキャスト部品は、スクイズ圧力を50MPaから100MPaに増加させると機械的特性の改善を示した。100MPaで得られたスクイズキャストA319合金の機械的特性は、重力ダイカストおよび他の2つのスクイズキャスト荷重条件と比較して、顕著に改善されていることが注目された。光学画像は、ダイカスト試験片と比較した場合のポロシティレベルが最小であることを明らかにし、また、加えられた圧力が増加するにつれてポロシティレベルが徐々に減少することも示している。したがって、スクイズキャストは機械的特性が改善された部品を製造する能力と可能性を持っている。
3. イントロダクション:
鋳造は、自動車産業における生産開発の主要な駆動力である。現在、従来の鋳造プロセスの欠点を排除するために、新しい鋳造プロセスが登場している。鋳造プロセスは、金属部品を製造するための最も古い方法の一つである。重力鋳造で作られた部品は、均一な表面仕上げと良好な寸法精度を示すが、ポロシティや高温割れなどの欠陥を持つことがある。スクイズキャストは液体金属鍛造としても知られ、油圧プレスのプレート間に配置された閉じた金型内で、溶融金属が圧力下で凝固するプロセスである。加えられた圧力と溶融金属の金型表面との瞬間的な接触により、急速な熱伝達条件が生まれ、ポロシティのない微細粒の鋳物が得られ、その機械的特性は鍛造品に匹敵する。
4. 研究の要約:
研究トピックの背景:
自動車産業などでは、従来の鋳造法(例:重力鋳造)が持つポロシティなどの欠陥を克服し、より高性能な部品を製造するための新しい技術が求められている。スクイズキャストは、圧力下で溶湯を凝固させることで、これらの欠点を解消し、鍛造品に近い機械的特性を持つ高品質な部品を製造する可能性を秘めている。
先行研究の状況:
Aramiら[1]はA319鋳造合金の微小ポロシティと疲労抵抗について説明し、Cavaliereら[2]は微細で均質な球状ミクロ組織が優れた機械的特性をもたらすことを述べている。GhomashchiとVikhrow[4]はスクイズキャストの利点を要約し、Anand partheebanとRajendran[5]は圧力が機械的特性に与える影響を述べている。これらの研究はスクイズキャストの有効性を示唆しているが、本研究は重力ダイカストと複数の圧力条件下でのスクイズキャストを直接比較することに焦点を当てている。
研究の目的:
本研究の目的は、A319アルミニウム合金を対象に、重力ダイカストとスクイズキャスト(50MPa、75MPa、100MPa)という異なる製造プロセスが、最終製品の機械的特性(硬度、衝撃強度)および微細構造にどのような影響を与えるかを比較・評価することである。
研究の核心:
研究の核心は、A319合金の鋳造において、スクイズキャストプロセスで印加する圧力を高めることが、ポロシティを著しく低減させ、結晶粒を微細化し、それによって硬度と衝撃強度という機械的特性を大幅に向上させるという因果関係を、実験データと微細構造観察によって実証した点にある。
5. 研究方法
研究デザイン:
本研究は、A319アルミニウム合金を材料とし、2つの異なる鋳造法(重力ダイカストとスクイズキャスト)を用いて部品を製造し、その機械的特性を比較する実験的デザインを採用した。スクイズキャストについては、印加圧力を50MPa、75MPa、100MPaの3水準に設定し、圧力の影響を評価した。
データ収集・分析方法:
- 材料準備: A319合金を800℃で溶解。
- 鋳造プロセス:
- 重力ダイカスト:予熱した金型に溶湯を注ぎ、自然冷却。
- スクイーズキャスト:30トン油圧プレスを使用し、溶湯を金型に注いだ後、パンチで所定の圧力(50, 75, 100 MPa)を30秒間印加。
- データ収集:
- 衝撃強度: ASTM E23規格に基づき、各条件の試験片で測定。
- ブリネル硬度: 1000kgの荷重を30秒間加え、くぼみの直径を測定して算出。
- 微細構造: 光学顕微鏡を用いて各試験片の断面を観察し、ポロシティと結晶粒組織を撮影。
研究対象と範囲:
本研究の対象はA319鋳造アルミニウム合金に限定される。評価された特性は、室温(30℃)における機械的特性(ブリネル硬度、衝撃強度)および微細構造である。比較対象は、重力ダイカスト法と、3つの異なる圧力(50、75、100MPa)を適用したスクイズキャスト法である。
6. 主要な結果:
主要な結果:
- スクイーズキャストで製造された部品は、重力ダイカスト品よりも優れた機械的特性(高い衝撃強度と硬度)を示した。
- スクイーズキャストにおける印加圧力を50MPaから100MPaに増加させるにつれて、衝撃強度(25Jから31Jへ)とブリネル硬度(57BHNから69BHNへ)が段階的に向上した。
- 100MPaでスクイズキャストされたA319合金は、重力ダイカスト品(衝撃強度23J、硬度52BHN)と比較して、最も顕著な特性改善を示した。
- 光学顕微鏡による観察では、スクイズキャスト品は重力ダイカスト品に比べてポロシティが最小限であり、圧力の増加とともにポロシティがさらに減少し、結晶粒が微細化することが確認された。
図の名称リスト:
- Figure. 1. Optical micrographs of the as cast samples (a) Die casting specimen, (b) Squeeze Casting at pressure of 50MPa, (c) Squeeze Casting at pressure of 75MPa, (d) Squeeze Casting at pressure of 100MPa
7. 結論:
本研究では、A319のダイカストおよびスクイズキャスト試験片を準備し、室温(30℃)で試験した結果、以下の結論が得られた。スクイズキャスト試験片は、ダイカストサンプルと比較して、ポロシティ、収縮、およびボイドの量が非常に少なかった。スクイズキャスト製品の衝撃強度は、ダイカスト試験片と比較して非常に高いことが検出された。光学画像は、ダイカスト試験片と比較した場合のポロシティレベルが最小であることを明らかにし、また、加えられた圧力が増加するにつれてポロシティレベルが徐々に減少することも示している。試験片の微細構造は、スクイズキャストプロセスにおいて微細な結晶粒構造を明らかにしている。加えられた圧力は冷却プロセスを加速させ、多くの箇所で結晶粒形成の核生成を促し、より微細な結晶粒構造が得られる。微細な結晶粒構造は硬度の向上につながる。A319のスクイズキャストプロセスは、ダイカストプロセスと比較して強化された機械的特性をもたらす。
8. 参考文献:
- [1] Arami.H, Khalifehzadeh. R, Akbari. M, Khomamizadeh. F, 'Micro porosity control and thermal-fatigue resistance of A319 aluminum foundry alloy', Journal of Materials Science and Engineering, Vol. A 472, pp. 107-114.
- [2] Cavaliere P, Cerri E, Leo P. Effect of heat treatments on mechanical properties and damage evolution of thixoformed aluminium alloys. Mater Charact 2005;55:35-42.
- [3] Rincon E, Lopez. H.F, Cisneros. M.M, Mancha. H, Cisneros. M.A, 'Effect of temperature on the tensile properties of an as-cast aluminum alloy A319', Journal of Materials Science and Engineering, Vol. A 452-453, pp. 682-687.
- [4] Ghomashchi, M, R & Vikhrov, A 'Squeeze casting an overview', Journal of Materials Processing Technology, 2000 Vol.101, pp. 1-9.
- [5] Anand Partheeban C.M. and Rajendran M., 'Squeeze Casting-Influence of Squeeze pressures on Das and other related properties', Journal of Academia and Industrial Research (JAIR), Volume 2, Issue 1 June 2013
- [6] Aweda J.O., Adeyemi. M.B, 'Experimental determination of heat transfer coefficients during squeeze casting of Aluminium', Journal of Materials Processing Technology, Vol.209, pp. 1477-1483.
- [7] Kim E.S., Lee. K.H, Moon. Y.H, 'A feasibility study of the partial squeeze and vacuum die casting process', Journal of Materials Processing Technology, Vol. 105, pp. 42-48.
- [8] Vijian P., Arunachalam. V.P, 'Modeling and multi objective optimization of LM24 Aluminium alloy squeeze cast process parameters using genetic algorithm', Journal of Materials Processing Technology, Vol. 186, pp. 82-86.
- [9] Yang L.J., 'The Effect of solidification time in squeeze casting of Aluminium and Zinc alloys', Journal of Materials Processing Technology, Vol. 192-193, pp. 114-120.
- [10] Maleki.A, Shafyei. A, Niroumand. B 'Effects of squeeze casting parameters on the microstructure of LM13 alloy', Journal of Materials Processing Technology, Vol.209, pp. 3790-3797.
専門家Q&A:技術的な疑問に答える
Q1: なぜこの研究でA319アルミニウム合金が選ばれたのですか?
A1: 論文にはその選定理由が明記されていませんが、A319は「foundry alloy(鋳造用合金)」として言及されており、イントロダクションで触れられている自動車産業などで広く使用されている一般的な材料です。そのため、この合金で得られた知見は、産業界にとって直接的な価値が高く、実用的な応用につながりやすいと考えられます。
Q2: 論文ではスクイズキャストにおける「急速な熱伝達」が言及されています。これはどのようにして特性向上に寄与するのですか?
A2: 論文によれば、印加された圧力と溶湯と金型表面の瞬間的な接触が、急速な熱伝達条件を生み出します。結論部で述べられているように、これにより「冷却プロセスが加速され、多くの箇所で結晶粒形成の核生成が促進」されます。結果として、従来の鋳造法よりもはるかに「微細な結晶粒構造」が得られ、この微細な組織が硬度をはじめとする機械的特性の向上に直接つながります。
Q3: Figure 1で示されているポロシティ(巣)の低減は、具体的にどのような意義があるのですか?
A3: イントロダクションで指摘されているように、ポロシティは従来の鋳造法における主要な欠陥の一つです。Figure 1は、重力ダイカスト品(a)にはポロシティが存在するのに対し、スクイズキャスト品(b-d)ではそれが「最小レベル」に抑えられていることを視覚的に示しています。ポロシティは応力集中を引き起こし、材料の疲労強度や靭性を著しく低下させるため、これをなくすことは部品の信頼性と耐久性を向上させる上で極めて重要です。
Q4: 100MPaのスクイズキャスト品の衝撃強度31Jは、重力ダイカスト品と比較してどの程度の改善ですか?
A4: Table 1とTable 2のデータに基づくと、重力ダイカスト品の衝撃強度は23Jでした。一方、100MPaのスクイズキャスト品は31Jを達成しており、これは重力ダイカスト品に比べて約35%の大幅な向上を意味します。この数値は、部品が衝撃を受けた際の破壊に対する抵抗力が格段に高まったことを示しています。
Q5: この研究では100MPaまでの圧力が試験されていますが、これが最適な圧力と言えるのでしょうか?
A5: 本研究では、50MPaから100MPaへと圧力を上げるにつれて機械的特性が一貫して向上する傾向が示されました。100MPaは試験された範囲内で最良の結果をもたらしましたが、論文は100MPaを超える圧力での試験は行っていないため、これが絶対的な最適圧力であるとは断定していません。しかし、高圧が品質向上に有効であるという明確な方向性を示しており、さらなる高圧化の可能性を示唆しています。
結論:より高い品質と生産性への道を拓く
本研究は、A319アルミニウム合金の製造において、従来の重力ダイカストが抱えるポロシティやそれに伴う機械的特性の限界という課題に対し、スクイズキャストが極めて有効な解決策であることを明確に示しました。特に、100MPaという高い圧力を印加することで、ポロシティをほぼ排除し、結晶粒を微細化させ、結果として衝撃強度と硬度を飛躍的に向上させることが可能です。この知見は、より軽量で、より強く、より信頼性の高い部品を求める現代の製造業にとって、大きな価値を持ちます。
「CASTMANでは、お客様の生産性と品質の向上を支援するため、常に最新の業界研究を製品開発に応用しています。本稿で議論された課題がお客様の事業目標と合致する場合、これらの原理をいかにお客様の部品に実装できるか、ぜひ当社の技術チームにご相談ください。」
著作権情報
- このコンテンツは、[M. Naveen Kumar et al.]による論文「[A Comparative Work on Die Casting and Squeeze Casting Techniques of A319 Cast Aluminium Alloy]」を基にした要約および分析です。
- 出典: [論文へのDOIリンクまたはURLを記載]
本資料は情報提供のみを目的としています。無断での商業利用は禁じられています。 Copyright © 2025 CASTMAN. All rights reserved.