この紹介論文は、「Research Square」に発表された論文「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」に基づいています。



1. 概要:
- タイトル: A comprehensive investigation on various welding facets for FSW of advanced structural AMC
- 著者: Uttam Acharya, Smrity Choudhury, Durjyodhan Sethi, Esther Akinlabi, Kuldeep K Saxena, Barnik Saha Roy
- 出版年: 2024年
- ジャーナル/学会: Research Square (プレプリント)
- キーワード: Aluminium matrix composite, friction stir welding, force-torque distribution, mechanical property, microstructure, thermal behaviour
2. 抄録:
本研究は、Tool Rotational Speed (TRS)を変化させることで、先進構造用AMC(AA6092/17.5 SiCp-T6)のFSWにおける様々な溶接面を包括的に探究します。熱的変化、力-トルク分布、構造進化、継手機械的特性を評価しました。1000 rpmでは、溶接温度が溶接方向に沿って増加し、他のTRSと対照をなします。冷却速度は溶接の進行とともに増加します。Advancing Side (AS)とRetreating Side (RS)間の温度差は、より高いTRSで拡大します。TRS増加はスピンドルトルクとZ-forceの減少をもたらし、低いTRSでX-force変動が明らかになります。また、TRPは溶接プロセス中のエネルギー入力と直線的関係を示します。微細構造解析により、すべてのTRS条件でNugget Zone (NZ)における多様なSiC粒子凝集が明らかになりました。特に1500 rpmでは、80 µmのオニオンリング幅が観察されます。1750 rpmでは、工具摩耗を示す鉄粒子とAl2O3泥ケーキ様形成が追跡されます。さらに、TRSが1500 rpmまで上昇すると、粒子サイズの減少に続いて増加があり、粒径変化と一致しています。溶接部はBMより低い硬度を示し、「W」字型プロファイルに従い、AS-HAZ領域は全条件で一貫して最低硬度を示します。硬度は1500 rpmでピークに達した後、減少します。引張試験片は1700 rpmを除いて、ほとんど溶接ゾーン外で破断します。UTS値は308 MPaから358 MPaの範囲で、継手効率は1500 rpmで87%でピークに達した後、74%に減少します。1500 rpmでの溶接は、母材と比較してより大きな伸びを示し、破面解析では1750 rpmで混合モード破壊を示すことを除いて、主に延性破壊を示しています。
3. 序論:
FSWは近年、材料を溶融させることなく作動する革新的な溶接プロセスとして、様々な産業で大きな可能性を示し、ますます重要になっています。1991年にイギリスのTWIでの先駆的研究を通じて始まったFSWは、固相接合を達成する環境に優しい方法です。このプロセスは、ワークピースと相互作用しながら摩擦熱を生成する非消耗性回転工具に依存し、工具攪拌作用と誘起される塑性変形を通じて材料流動を可能にします。航空宇宙産業における強くて軽量な材料への絶え間ない追求は、構造部品用の革新的な複合材料の深い探求につながりました。シリコンカーバイド粒子(SiCp)で強化されたアルミニウムマトリックス複合材料(AMCs)は、軽量特性と向上した機械的特性の驚くべき組み合わせにより、相当な注目を集めています。
4. 研究概要:
研究トピックの背景:
航空宇宙産業における強くて軽量な材料への絶え間ない追求は、構造部品用の革新的な複合材料の深い探求につながりました。シリコンカーバイド粒子(SiCp)で強化されたアルミニウムマトリックス複合材料(AMCs)は、軽量特性と向上した機械的特性の驚くべき組み合わせにより、相当な注目を集めています。しかし、航空分野でAMCsを採用する主要な課題は、そのような材料に対する従来の溶接プロセスに関連する熱的問題にあります。
従来研究の現状:
いくつかの断片的な研究が、先進次世代材料の接合におけるFSWの有望な可能性を示す多様な方向の発見を強調していますが、重要な研究ギャップが残っています。具体的には、高強度航空宇宙グレードAA6092/17.5 SiCp-T6 AMCの文脈で、様々な溶接面(熱効果、トルクおよび力動力学、重要な構造検査、機械的特性)とそれらの相互関係を包括的に調査する体系的アプローチの欠如があります。
研究目的:
本研究の主要目的は、様々なTRSでFSWを使用して、先進構造用高強度航空宇宙グレードAA6092/17.5 SiCp-T6 AMCの接合プロセスに影響する熱変動、力-トルク分布、構造変化、機械的特性への徹底的な調査を実施することです。この体系的アプローチは、学生、研究者、産業実務者に包括的な参照点を提供し、そのような重要な構造材料の溶接の複雑さへの洞察を提供することを目的としています。
中核研究:
本研究は、圧延方向に垂直な突合せ構成に配置された6mm厚のAA6069/17.5 SiCp-T6 AMC板でFSWを実施しました。溶接プロセスには80mm長のセクションが含まれ、TTSとTTAをそれぞれ2.75 mm/sと2°で一定に保ちながら、TRSを1000、1250、1500、1750 rpmで変化させました。熱プロファイル、力-トルク解析、微細構造検査、機械的特性評価について包括的な調査が実施されました。
5. 研究方法論
研究設計:
本研究は、他のパラメータを一定に保ちながらTool Rotational Speed (TRS)の体系的変化を通じて、AA6092/17.5 SiCp-T6 AMC板でのFSWを使用する包括的な実験的アプローチを採用しました。ETA Technologiesの3トン力制御FSW装置が、56 HRC H13工具鋼で作られたシンプルテーパーピンプロファイル工具と共に使用されました。
データ収集および解析方法:
熱データは、特定の位置に配置されたK型クロメル-アルメル熱電対を使用して収集されました。力とトルク測定は、ひずみゲージベースのロードセルを使用して実施されました。微細構造解析は、光学顕微鏡と走査電子顕微鏡を使用して実施されました。機械的試験には、ビッカース微小硬度試験とASTM標準に従った引張試験が含まれました。
研究トピックと範囲:
研究範囲には、熱プロファイル解析、スピンドルトルクおよび力解析、粒径解析を含む微細構造検査、硬度分布評価、引張特性評価、および異なるTRS条件(1000、1250、1500、1750 rpm)での破面解析が含まれました。
6. 主要結果:
主要結果:
低TRS(1000 rpm)では溶接が進行するにつれて温度が上昇する一方、高TRSでは逆の傾向を示します。溶接方向に沿った様々な点で冷却速度が増加します。ASはRSと比較してより高い温度を示し、全体温度が増加するにつれて温度差が拡大します。TRS増加はスピンドルトルクとZ-forceの顕著な減少をもたらします。微細構造解析により、すべてのTRS条件でNugget ZoneのSiC粒子密集凝集が明らかになりました。1500 rpmでオニオンリング幅が約80 µmで測定されます。1750 rpmで工具摩耗証拠とAl2O3形成が観察されます。粒子サイズは1500 rpmまで減少した後増加します。硬度は、AS-HAZ領域で最低値を示す「W」字型プロファイルを示します。引張試験片は1750 rpmを除いて溶接ゾーン外で破断します。継手効率は1500 rpmで87%でピークを示します。
図リスト:
- Figure 1: FSW machine with temperature measuring instrument setup
- Figure 2: FSW tool used for the welding
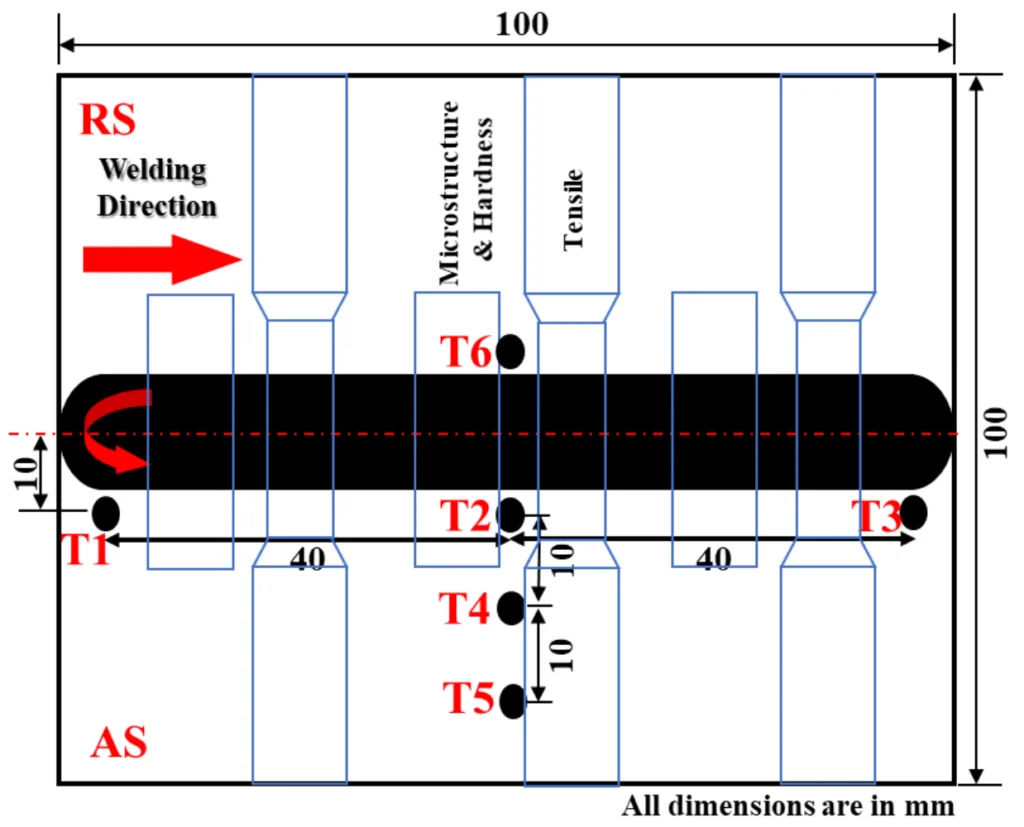
- Figure 3: Representation of sample collection for the testing
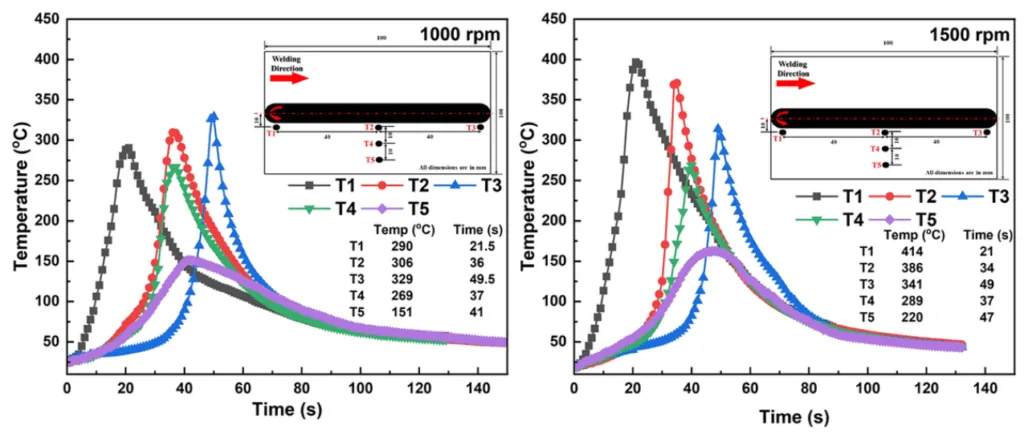
- Figure 4: Comparison of thermal profiles for the TRS of 1000 rpm and 1500 rpm
- Figure 5: Cooling rate vs thermocouple positions for different TRS condition
- Figure 6: Comparison of AS and RS thermal profiles for different TRS
- Figure 7: Comparison of spindle torque and Z-force for different TRS
- Figure 8: Comparison of X-force for different TRS
- Figure 9: Comparison of the averages of spindle torque, Z-force and X-force for different TRS
- Figure 10: Relationship between TRP and energy input for variation of TRS and at constant TTS
- Figure 11: SEM micrograph of BM and the spots selected for EDS analysis
- Figure 12: EDS spectrum of the selected area in the BM
- Figure 13: Weld bead surface for different TRS
- Figure 14: Weld macrostructure at different TRS
- Figure 15: The orientation of particles in weld nugget at different TRS
- Figure 16: Presence of iron particle in the weld nugget at 1750 rpm
- Figure 17: Evidence of the formation of Al2O3 phase at 1750 rpm effecting tensile properties
- Figure 18: Weld nugget microstructure at different TRS
- Figure 19: Weld nugget grain structure for different TRS
- Figure 20: Hardness plots
- Figure 21: Front and side view of tensile fractured samples
- Figure 22: Comparison of the tensile strength
- Figure 23: Fractographic image of the samples at different TRS conditions
7. 結論:
本研究の定量的発見は、固定TRS 2.75 mm/sを維持しながら1250〜1750 rpmのTRS範囲が、FSWプロセス下でこの材料の微細構造改善と向上した機械的性能の間のバランスを達成することを示しています。低TRS(1000 rpm)では溶接が進行するにつれて温度が上昇する一方、高TRSでは逆の傾向を示します。TRS増加はスピンドルトルクとZ-forceの減少をもたらします。微細構造解析により、すべてのTRS条件でNugget Zoneの多様なSiC粒子凝集が明らかになりました。溶接部は「W」字型プロファイルを持つBMと比較して相当に低い硬度を示します。1500 rpmで358 MPaの最大UTSが達成され、継手効率が87%でピークを示します。
8. 参考文献:
[参考文献は、元論文に引用されたとおり正確にリストされ、著者、出版年、タイトル、DOI情報が元文書で提供されたとおり1-49番まで番号付けされています]
9. 著作権:
- この資料は「Uttam Acharya, Smrity Choudhury, Durjyodhan Sethi, Esther Akinlabi, Kuldeep K Saxena, Barnik Saha Roy」による論文です。「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」に基づいています。
- 論文出典: https://doi.org/10.21203/rs.3.rs-3930818/v1
この資料は上記論文に基づいて要約されており、商業目的での無断使用を禁止します。
Copyright © 2025 CASTMAN. All rights reserved.
論文要約:
この包括的研究は、Tool Rotational Speedの体系的変化を通じた先進構造用アルミニウムマトリックス複合材料(AA6092/17.5 SiCp-T6)の摩擦攪拌溶接を調査します。研究は、最適な溶接パラメータが優れた機械的特性を達成できることを実証し、1500 rpmで微細構造改善と機械的性能の最適バランスを示し、87%の継手効率と主に延性破壊挙動を達成しました。
研究に関する主要質問と回答:
Q1. AA6092/17.5 SiCp-T6複合材料のFSWにおける最適なTool Rotational Speedは何ですか?
A1. 包括的調査に基づくと、1500 rpmが最適なTRSとして現れ、最大継手効率87%、最も細かい粒子サイズ(6.86 µm)、および最高硬度(121 HV0.1)を主に延性破壊挙動で達成します。出典:「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」- 結果と討論セクション。
Q2. Tool Rotational SpeedはFSW中の熱分布にどのような影響を与えますか?
A2. 低TRS(1000 rpm)では、温度が溶接方向に沿って290°Cから329°Cに増加する一方、高TRS(1500 rpm)では、同じ位置で414°Cから341°Cに減少します。Advancing Sideは一貫してRetreating Sideより高い温度を示し、この差は高TRSでより拡大します。出典:「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」- 溶接熱プロファイルセクション。
Q3. TRS変化により溶接ナゲットでどのような微細構造変化が起こりますか?
A3. 粒子サイズは1000 rpmで8.73 µmから1500 rpmで6.86 µmに減少した後、1750 rpmで8.18 µmに増加します。粒径も同様の傾向に従い、12.23 µmから1500 rpmで9.16 µmに減少した後、14.08 µmに増加します。Nugget Zoneで密集したSiC粒子凝集が発生し、1500 rpmで80 µmのオニオンリング幅が観察されます。出典:「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」- 重要な微細構造発見セクション。
Q4. TRS増加により力とトルク特性はどのように変化しますか?
A4. スピンドルトルクは1000 rpmで17.2 N-mから1750 rpmで8.63 N-mに大幅に減少し、Z-forceは9715 Nから7126.1 Nに減少します。X-forceは溶接全体を通じて不規則な変動を示し、高TRSで変動度が減少します。Tool Revolution Pitchとエネルギー入力の間に直線的関係が存在します。出典:「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」- スピンドルトルクおよび力解析セクション。
Q5. 母材と比較してFSW継手でどのような機械的特性が達成されますか?
A5. 最大引張強度は308 MPaから358 MPaの範囲です(母材:415 MPa)。継手効率は1500 rpmで87%でピークを示します。硬度は、AS-HAZ領域で一貫して最低値を示す「W」字型プロファイルを示します。1500 rpmでの溶接は母材より大きな伸びを示し、主に延性破壊挙動を示します。出典:「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」- 機械的特性への影響セクション。
Q6. 高Tool Rotational Speedでどのような欠陥や問題が発生しますか?
A6. 1750 rpmでは、鉄含有量(41.74%)で証明される重大な工具摩耗と、52.25%の酸素含有量を持つAl2O3泥ケーキ様構造の形成が観察されます。これにより混合モード破壊挙動が生じ、溶接ゾーン外ではなく内部で破断が発生し、継手効率(74%)の減少と低い機械的特性をもたらします。出典:「A comprehensive investigation on various welding facets for FSW of advanced structural AMC」- 重要な微細構造発見および引張特性セクション。