この紹介記事は、「鋳造工学 (Journal of the Japan Foundry Engineering Society, J. JFS)」により発行された論文「Mechanical Properties of Mixed Salt Core Made by Die Casting Machine (ダイカストマシンで成形した混合塩中子の機械的性質)」に基づいています。
1. 概要:
- 論文名 (Title): Mechanical Properties of Mixed Salt Core Made by Die Casting Machine (ダイカストマシンで成形した混合塩中子の機械的性質)
- 著者 (Author): 及川勝成, 目黒賢一, 八百川盾, 安斎浩一, 山田養司, 藤原彰人, 吉井 大
- 発行年 (Year of publication): 2009
- 学術誌/学会 (Journal/academic society of publication): 鋳造工学 (Journal of the Japan Foundry Engineering Society, J. JFS), Vol. 81 No. 5
- キーワード (Keywords): salt core, carbonate, chloride, die casting, mechanical strength, microstructure
2. Abstract:
Effects of mold temperature and injection pressure on mechanical properties and surface defects of Na2CO3-20mol%NaCl-30mol%KCl salt-mixtures made by high pressure die-casting machine were investigated. The bending strength of the salt-mixture was increased with increasing mold temperature, while the injection pressure in the temperature range from 39MPa to 78MPa was not influenced by the bending strength. Results of the Weibull statistics analysis suggest that increasing the mold temperature is effective for increasing the reliability of the strength as well as the bending strength, because the surface crack decreases with increasing mold temperature. In addition, we succeeded in making a salt core for single closed deck type cylinder blocks. These results suggest that the Na2CO3-NaCl-KCl salt-mixtures made by die-casting machine are promising core material for aluminum alloy high pressure die-castings.
3. 緒言:
アルミニウム合金ダイカストは軽量高強度、高生産性、高寸法精度などの特徴から、自動車産業を中心に適用範囲が広がり、その生産量は増加傾向にある。近年、より複雑形状の部品への適応が求められ、特にアンダーカット形状を有する製品の成形が克服すべき課題の一つである。アンダーカット形状の成形には崩壊性中子が不可欠である。ダイカストプロセスでは高速・高圧で射出された溶湯の衝撃に耐える高強度の中子が必要となる。例えば, NADCA (The North American Die Casting Association)のPQ2マニュアル1)に示されているアルミニウム合金に対する典型的なゲート速度である25.4~40.6m/sの溶湯の衝撃に耐え、断熱性中子表面に発生しやすいブローホールを潰すため75MPa以上の鋳造圧力で変形・破壊しないことが必要条件となる。一般の砂中子では、強度と崩壊性は相反する特性であるため、従来はバインダーの種類や量の調整により強度と崩壊性を最適化することに重点が置かれてきた。
その一方で、塩の適用も検討されつつある。一般に塩は水溶性であり高速高圧流水により容易に除去することが可能で、高強度材料でも著しく除去性を損なうことも少なく、ダイカストプロセスへの応用が期待されている。塩はセラミックスと同様の脆性材料であり、高強度化には高緻密化や結晶粒微細化等の組織制御が有効であることが知られている。
本研究グループでは、塩中子のアルミニウム合金ダイカストへの応用を目的に、成形した塩の機械的性質と凝固組織等を系統的に調査してきた。例えば、ホウ酸アルミニウムウィスカがアルカリ塩化物の分散強化に有効であることを示している。また、アルカリ塩化物とアルカリ炭酸塩の混合塩がウィスカ等の強化材なしで、20~30MPaと非常に高い強度を示すことを明らかにし、計算状態図と凝固組織の比較からKCl-NaCl-K2CO3-Na2CO3の多元系混合塩において、高強度材料となる条件も明らかにしている。これらの高強度混合塩は重力鋳造法で作製してきたが、凝固収縮による外引けが大きく寸法精度に問題があった。ダイカストマシンにより塩中子を溶融成形することができれば寸法精度や生産効率が飛躍的に改善すると期待される。
4. 研究の要約:
研究テーマの背景:
アンダーカット形状など複雑な形状を持つアルミニウム合金ダイカスト製品の製造において、高強度で寸法精度が高く、かつ容易に除去可能な中子の必要性が高まっている。塩中子はその水溶性と潜在的な高強度から解決策の一つとして期待されるが、従来の重力鋳造法による塩中子は寸法精度に課題があった。
従来の研究の状況:
著者らの研究グループは、これまでに重力鋳造法により高強度の混合塩中子(Na2CO3-NaCl-KCl系)を開発し、20~30MPaの強度を達成した。しかし、これらの塩中子は凝固収縮による寸法精度の低さが問題であった。脆性材料である塩の強化には、高緻密化や結晶粒微細化が有効であるという一般的な知見があった。
研究の目的:
本研究では、高圧ダイカストマシンを用いてNa2CO3-20mol%NaCl-30mol%KCl混合塩を成形し、金型温度および射出圧力が機械的性質(特に曲げ強度)および表面欠陥に及ぼす影響を調査することを目的とした。さらに、単気筒クローズドデッキ型シリンダブロック用中子の試作を通じて、ダイカスト製塩中子の実用可能性を実証することも目的とした。
研究の核心:
本研究の核心は、Na2CO3-20mol%NaCl-30mol%KCl混合塩を、様々な金型温度(175, 200, 225, 250℃)および射出圧力(39.2, 58.8, 78.4MPa)条件下でダイカスト成形することにある。得られた試験片について、曲げ強度、ビッカース硬さ、表面欠陥(染色浸透探傷試験およびSEMによる観察)、ミクロ組織(SEMによる観察)を評価した。また、寸法精度を重力鋳造品と比較し、ワイブル統計を用いて曲げ強度の信頼性を解析した。
5. 研究方法
研究デザイン:
本研究では、Na2CO3-20mol%NaCl-30mol%KCl混合塩を、系統的に変化させた金型温度および射出圧力条件下でダイカスト成形し、得られた塩中子の機械的特性およびミクロ組織特性を評価する実験計画を採用した。
データ収集と分析方法:
試料の作製:
- 供試材: 純度99.5%のNaCl, KCl, Na2CO3。
- 溶解: 抵抗加熱炉を用いアルミナるつぼ中で溶解。雰囲気は大気、溶解温度は688℃(過熱度約50℃)。
- 試料組成: Na2CO3-20mol%NaCl-30mol%KCl。
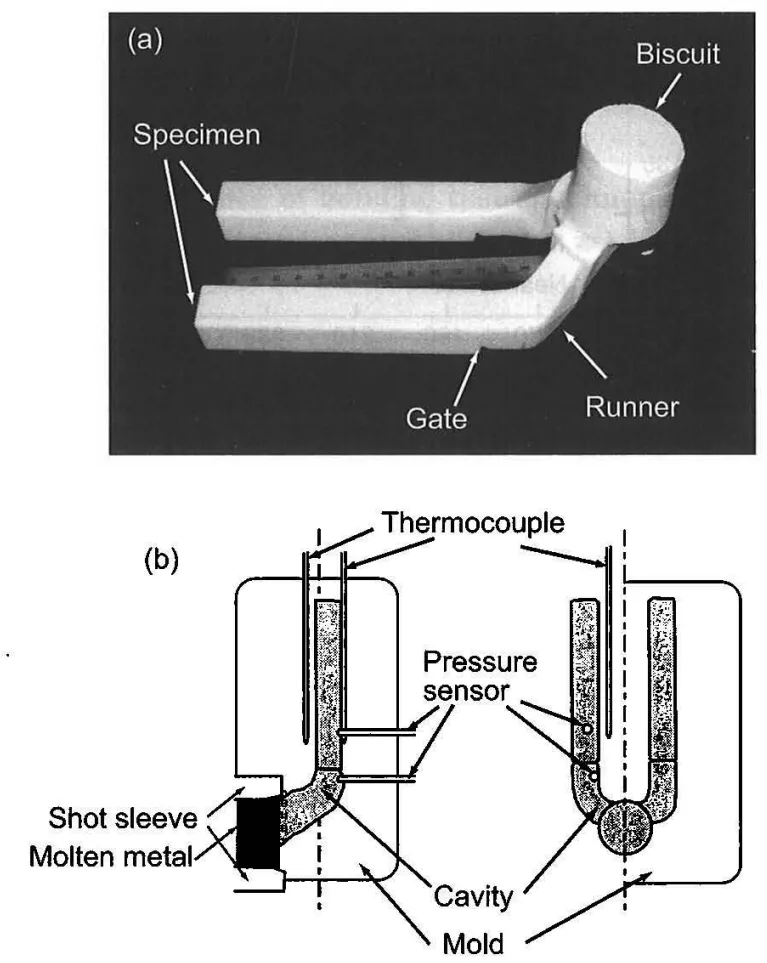
- ダイカスト成形: 型締め力110トンのコールドチャンバー式ダイカストマシンを用い、Fig. 1 (a)に示すような矩形試験片を2本取りできる金型に成形。
- 成形条件:
- 金型温度: 175, 200, 225, 250℃(Fig. 1 (b)に示すように熱電対で制御)。スリーブ温度も金型温度と同じになるように制御。
- 射出圧力: 39.2, 58.8, 78.4MPa。
- スリーブ径: 50mm。
- 射出速度: 34mm/s。
- 充てん率: 約60%。
- 低速充てんのため2段射出は行わず。スリーブ表面に生成したチル層を除くためにスリーブの後ろにコアを挿入。
- 圧力測定: Fig. 1 (b)に示すようにランナー部、試験片部の2箇所に圧力センサーを装填し測定 (Fig. 2)。
試験方法:
- 曲げ試験: Fig. 3に示した形状の試験片をゲート部で切断して作製し、4点曲げ試験で機械的強度を評価。クロスヘッド速度1mm/min、支点直径4mm。各成形条件で10~20本程度試験片を作製し、平均曲げ強さを算出。
- 硬さ試験: 曲げ試験片の一部を切断し、表面近傍と中心部でそれぞれ10回ずつマイクロビッカース硬さ試験を実施(荷重4.9N、荷重保持時間30s)。
- 表面欠陥観察: 染色浸透探傷法により表面欠陥の目視観察。
- ミクロ組織観察: 断面を#4000番の耐水研磨紙で乾式研磨後、アセトン中で超音波洗浄し、真空カーボン蒸着を施した表面を走査型電子顕微鏡(SEM)で観察。
- 寸法精度: ダイカストマシンで成形した試験片の断面と、重力鋳造で成形した試験片の断面を比較。
- 統計解析: ワイブル統計により曲げ強度の解析。
研究テーマと範囲:
本研究は以下の項目に焦点を当てた。
- ダイカスト塩中子の曲げ強度に及ぼす金型温度および射出圧力の影響。
- ビッカース硬さに及ぼす金型温度の影響。
- 成形条件、表面欠陥(割れ、湯じわ)、ミクロ組織(チル層、デンドライトサイズ)の間の関係。
- 重力鋳造品と比較したダイカスト塩中子の寸法精度。
- ワイブル解析による曲げ強度の信頼性。
- 自動車用途(シリンダブロックウォータージャケット)の複雑形状塩中子の試作。
6. 主要な結果:
主要な結果:
- 曲げ強度:
- 各射出圧力において、金型温度が175℃から225℃までは金型温度が高くなるほど平均曲げ強度が高くなる傾向がある。金型温度が225℃以上では、曲げ強度に多少の大小はあるが有意な差でなく、ほぼ同等の値(25MPa超)であり、重力鋳造材とほぼ同等の高い値が得られた (Fig. 4)。
- 射出圧力(39.2MPa~78.4MPaの範囲)は、曲げ強度に大きな影響がない (Fig. 5)。
- ビッカース硬さ:
- 試料表面近傍では、硬さは金型温度に大きく依存せず、ほぼ同じ値である。
- 試料内部中心では、金型温度が一番低い175℃の時が一番高い。金型温度が175℃の時は、表面及び内部で硬さに大きな変化はないが、それ以外の金型温度の時には、試料内部中心より表面のほうが明らかに硬かった (Fig. 6)。
- ビッカース硬さは曲げ強度と強い相関は示さなかった。
- 表面欠陥とミクロ組織:
- 染色浸透探傷法により、金型温度が一番低い175℃では表面に大きなひび割れが多数確認された。金型温度が200℃時でも大きなひび割れが観察された。一方、金型温度が225℃, 250℃では表面に鮮明なひび割れは殆ど観察されない (Fig. 7)。この大きなひび割れは、急速に凝固することにより生成した凝固殻表面に、体積収縮に伴う引張応力がかかることが原因と推察される。
- SEMによる試験片底部表面観察では、金型温度が一番低い175℃で湯じわのような模様が観察され、その近傍にマイクロクラックが生成していた。金型温度が上昇すると湯じわ模様は著しく少なくなり、マイクロクラックの数も減少した (Fig. 8)。
- SEMによる断面観察では、金型温度が175℃では表面および中心で殆どミクロ組織の変化がないが、金型温度が200℃以上では、表面と比較して、内部で粗大な初晶デンドライトが明瞭に観察される。表面付近の組織は、凝固初期に金型表面で凝固殻が急速に成長したチル層のようなものと考えられる (Fig. 9)。
- 寸法精度:
- ダイカストマシンで成形した試験片の断面は、重力を用いて溶融成形した試料(外引けが大きい)と比較して、キャビティーとほぼ同じ形状の断面であり、外引けは小さく寸法精度の高い試験片を得ることができた (Fig. 10)。中心部に僅かに内引けが観察されるが、射出条件により大きな変化は示さなかった。
- ワイブル解析:
- 高強度を示す条件1(金型温度250℃, 射出圧力74.8MPa)では、ワイブルプロットが一本の直線からなり、m=8.49と高い値が得られた。
- 低強度を示す条件2(金型温度200℃, 射出圧力74.8MPa)では、ワイブルプロットは16MPa近傍で屈折し、複数の破壊源を示唆した。領域Iのm値は1.04、領域IIのm値は6.74であった (Fig. 11)。染色浸透探傷試験で観察される数ミリ以上の深い亀裂が領域Iの、SEMで観察されるマイクロクラックが領域IIの破壊源と考えられる。
- 応用試作:
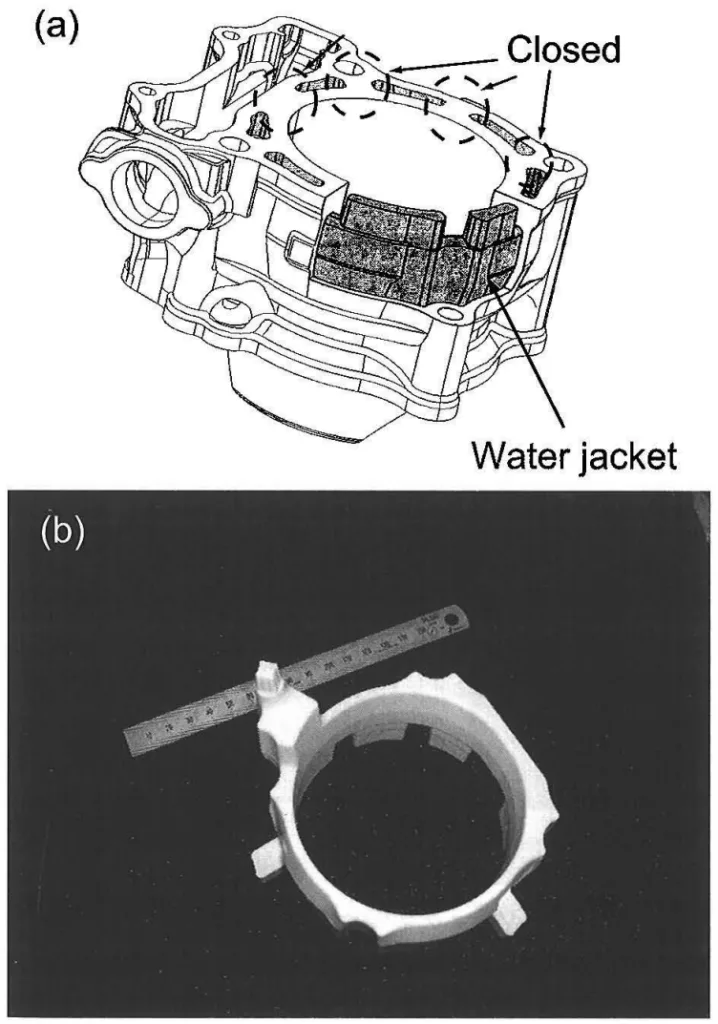
- 単気筒クローズドデッキ型シリンダブロックのウォータージャケット部用中子(アンダーカット形状を有する)をダイカスト法により作製することに成功した。表面は滑らかで、目視できる欠陥もなかった (Fig. 12)。
図の名称リスト:
- Fig. 1 (a)Appearance of injection-molded salt mixture and (b) Schematic illustration of mold.
- Fig. 2 Molten salt pressure during injection process.
- Fig. 3 Size of bending test specimens.
- Fig. 4 Effect of mold temperature on bending strength at various injection pressures, (a) 39.2, (b) 58.8 and (c) 78.4 MPa.
- Fig. 5 Effect of injection pressure on bending strength at 175 and 250°C mold temperatures.
- Fig. 6 Effect of mold temperature on the Vickers hardness at 78.4 MPa injection pressure.
- Fig. 7 Appearance of bending test specimens by liquid penetrant test. Mold temperatures are (a) 175, (b) 200, (c) 225 and (d) 250°C.
- Fig. 8 SEM micro-photographs of bending test specimens on surface. Mold temperatures are (a) 175, (b) 200, (c) 225 and (d) 250°C.
- Fig. 9 SEM micro-photographs of cross sections near surface and center of bending test specimens.
- Fig. 10 Appearances of cross-section of (a) Gravity-molded and (b) Injection-molded salt mixtures. Brocken lines are the cavity size.
- Fig. 11 Weibull plots of bending strength.
- Fig. 12 (a) Design of trial single closed deck type cylinder block and (b) Appearance of salt core prepared for water jacket of single closed deck type cylinder block made by die casting machine.
7. 結論:
ダイカストマシンによりアルミニウム合金ダイカスト用塩中子を成形し、射出圧力、金型温度の曲げ強度、ビッカース硬さへの影響を調べるとともに、表面欠陥やミクロ組織観察を行い、次のような結論を得た。
(1) ダイカストマシンで成形した試験片の形状は、重力鋳造した試験片と比較して、外引けも少なく高い寸法精度の試験片を得ることができた。
(2) 金型温度が高くなると曲げ強度は高くなる。一方、本研究で行った射出圧力の範囲では曲げ強度に大きな変化はなかった。
(3) 染色浸透探傷試験により、金型温度が低い時には大きなひび割れが表面に観察され、これが曲げ強度を著しく低くする原因と考えられる。一方、SEMによる表面観察より金型温度が低いときは表面皺とマイクロクラックがみられ、金型温度が高くなると減少した。これらも、曲げ試験の際の破壊の起点となると考えられる。
(4) 曲げ試験の結果をワイブル統計で解析した結果、金型温度が高くなると曲げ強度が強くなるだけでなく、曲げ強度の信頼性も高くなることが明らかとなった。
(5) 上記の知見をもとに、単気筒クローズドデッキタイプシリンダブロックのウォータージャケット部用中子を作製することに成功した。
8. 参考文献:
- [1) J. Wronowicz, M. Cox and R. Fish: NADCA PQ2 EC700, 2006 July, 8.
- 2) 真鍋達也, 新田真, 矢口昌樹: 素形材, 44 (2003) 12, 26.
- 3) 駒崎徹, 宮本武雄, 新田真: 鋳造工学, 78 (2006), 533.
- 4) H.G. Muller: Z. Physik, 96 (1935), 321.
- 5) 佐多敏之: J. Ceram. Soc. Jpn, 107 (1999), 166.
- 6) 林千歳, 山崎太郎, 石黒智, 明浦上晃: アルトピア, 35 (2006) 6, 22.
- 7) 八百川盾, 安斎浩一, 山田養司, 吉井大, 福井博之: 鋳造工学, 76 (2004), 823.
- 8) 八百川盾, 澤田朋樹, 安斎浩一, 山田養司, 吉井大, 福井博之: 鋳造工学, 78 (2006), 59.
- 9) 八百川盾, 三浦大介, 安斎浩一, 山田養司, 吉井大: 鋳造工学, 78 (2006), 516.
- 10) 八百川盾, 三浦大介, 及川勝成, 安斎浩一, 山田養司, 吉井大: 鋳造工学, 79 (2007), 184.
- 11) Y. Yamada, J. Yaokawa, H. Yoshii, K. Anzai, Y. Noda, A. Fujiwara, T. Suzuki and H. Fukuda: 13th Small Engine Technology Conference, 2007 Oct Niigata, 20076584.
- 12) J. Yaokawa, K. Oikawa and K. Anzai: CALPHAD, 31 (2007), 155.
- 13) R. Danzer, T. Lube, P. Supancic and R. Damani: Adv. Eng. Mater., 10 (2008), 275.
- 14) A.G. Evans and T.G. Langdon: Progress in Mater. Sci., 21 (1976), 171.]
9. 著作権:
- この資料は「及川勝成, 目黒賢一, 八百川盾, 安斎浩一, 山田養司, 藤原彰人, 吉井 大」氏らによる論文です。「ダイカストマシンで成形した混合塩中子の機械的性質」に基づいています。
- 論文の出典: https://doi.org/10.11279/jfes.81.232
この資料は上記論文に基づいて要約したものであり、商業目的での無断利用を禁じます。
Copyright © 2025 CASTMAN. All rights reserved.