この紹介論文は、「韓国産学技術学会論文誌」によって発行された論文「誘導電動機回転子のダイカスト時における品質評価」に基づいています。
1. 概要 (Overview):
- 論文タイトル (Title): 誘導電動機回転子のダイカスト時における品質評価 (Quality Evaluations of Induction Motor Rotors during Die Casting Process)
- 著者 (Author): 박상철 (Sang-Chul Park)
- 発行年 (Year of publication): 2018
- 発行ジャーナル/学会 (Journal/academic society of publication): 韓国産学技術学会論文誌 (Journal of the Korea Academia-Industrial cooperation Society) (Vol. 19, No. 10 pp. 115-120)
- キーワード (Keywords): Induction Motor, Rotor, Die Casting, Rotor Core, Aluminum Cast, Filling Analysis
2. 抄録 (Abstract):
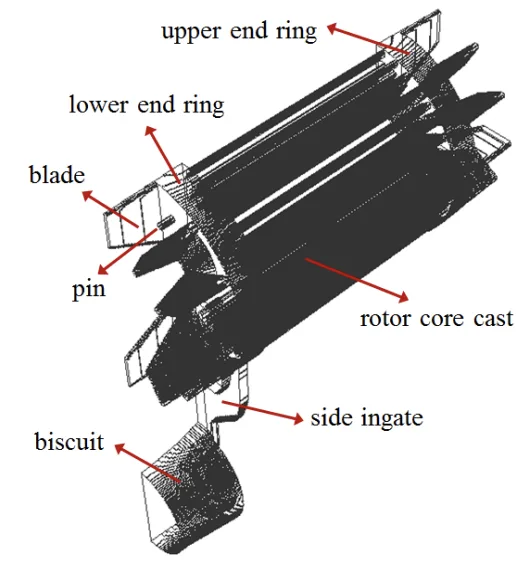
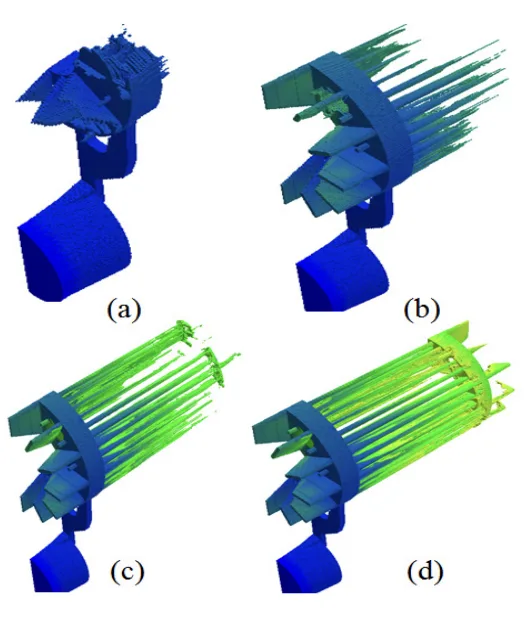
本研究では、産業現場で広く使用されている小型誘導電動機の回転子を生産工場でダイカスト(die casting)で製作する際のrotor core castの品質を評価するために、鋳造解析専用プログラムを用いて数値解析を行い、その結果を実験結果と比較して次のような結論を得た。第一に、誘導電動機回転子の高圧ダイカスト時に高速で射出されたアルミニウム溶湯の充填様相を経時的に評価した結果、溶湯は下部end ring部を先に充填し、水平に移動して上部end ring、core slot部を充填し、最終的にcore slot部で充填が完了する。第二に、mould内部での溶湯の充填様相を見ると、上部end ring、core slot部よりも下部end ring部で溶湯の流動による渦流が発生し、欠陥発生が予測され、現場の実験結果から下部end ring部の断面で大小多数の欠陥が発見された。第三に、ダイカスト作業で良好な品質の回転子を製作するためには、cast形状の変更や作業条件などの追加研究が必要であり、これについては今後報告する予定である。
3. 緒言 (Introduction):
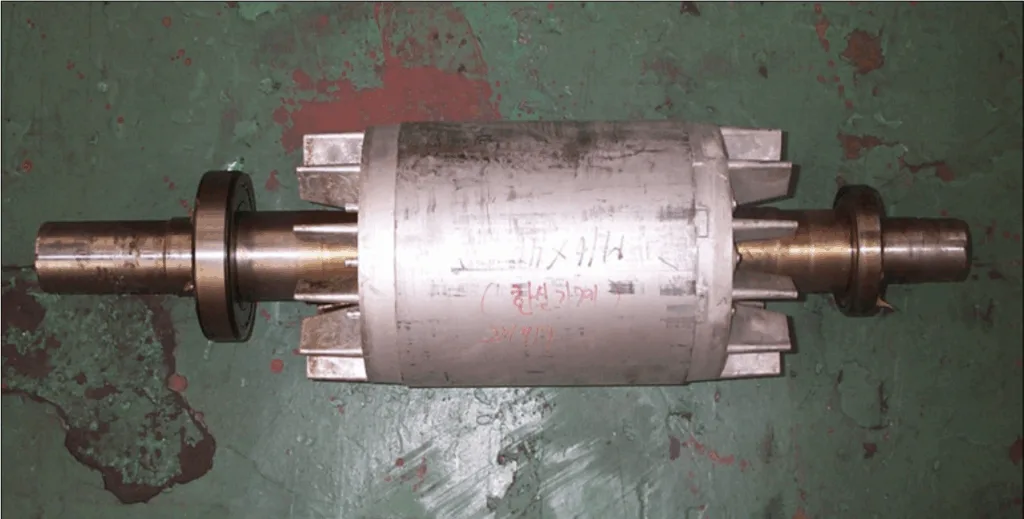
誘導電動機は、産業現場で機械動力を生成するために広く使用されている。回転子(rotor)は、中心軸を中心に回転する部品である。誘導電動機用の回転子は、容量や使用目的に応じて種類が多様であり、しばしばrotor coreのslot部分に溶融アルミニウムを高圧のダイカスト(die casting)法で短時間で充填して製作される[1]。特に出力の低い小型誘導電動機の回転子は、生産工場でside gate typeのdie casting作業で製作されている。最近、cast品質に問題が発生していると現場から報告されており、これは電気効率の低下や高速回転時のunbalancing問題による騒音発生、追加の修正作業の必要性など、生産性向上の妨げとなっている。本研究は、現在のダイカスト作業条件下でのrotor end ring部分の品質を、解析的手法と実験的手法を用いて評価することを目的とする。
4. 研究の概要 (Summary of the study):
研究テーマの背景 (Background of the research topic):
小型誘導電動機の回転子は、一般的にダイカスト工程で製造される。しかし、鋳造されたアルミニウム部品の品質問題が懸念されており、これはモーターの性能(効率、騒音、不均衡による振動)に影響を与える可能性がある。
先行研究の状況 (Status of previous research):
本論文は、ダイカストの一般的な内容[1]と高圧ダイカストにおける欠陥発生[2-4]を認識している。特定の応用分野である小型誘導電動機回転子のダイカストで報告されている問題を強調し、現在の生産条件下での品質に関する集中的な調査の必要性を示唆している。
研究目的 (Purpose of the study):
ダイカストで生産される小型誘導電動機回転子の鋳造品質を評価すること。具体的には、工程中の溶融アルミニウムの充填パターンを調査し、数値解析と実験的検証を通じてrotor end ring部分の品質を評価する。
中核研究 (Core study):
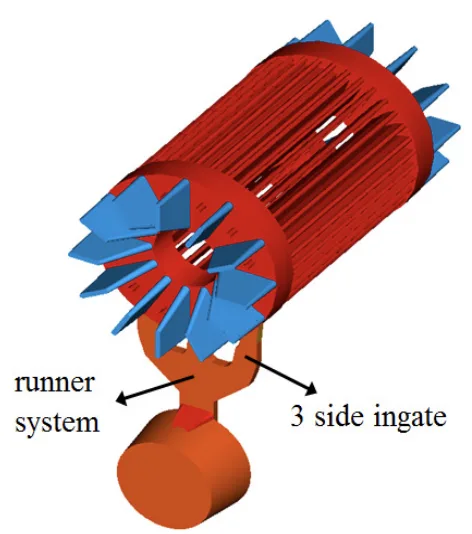
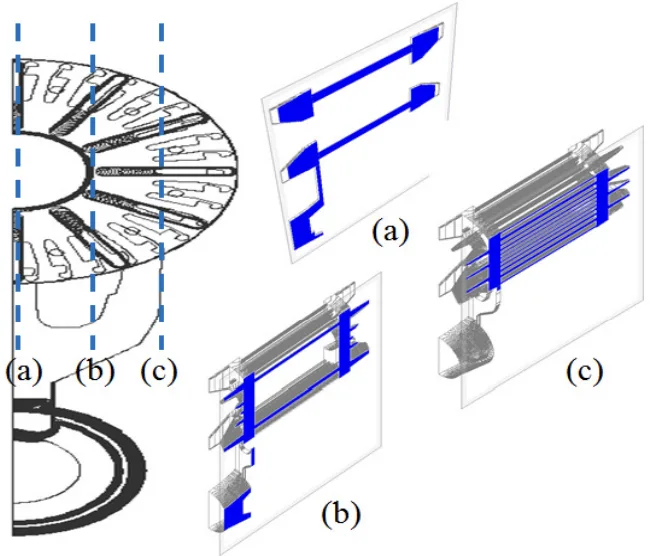
研究の中核は、AnyCastingソフトウェアを用いた数値シミュレーションにより、回転子金型への溶融アルミニウム充填プロセスを解析することである。ランナーシステム、3つのインゲート、およびrotor core cast(鋼製コアとシャフトを除く)を含む3次元ハーフモデルが使用された。シミュレーションでは、異なる充填率(10%、20%、40%、60%)および鋳造品の特定断面内での充填順序と流動パターンを解析した。特に下部end ringにおける欠陥予測に関するシミュレーション結果は、実際にダイカストされた回転子を切断して得られた実験的観察結果と比較された。
5. 研究方法論 (Research Methodology)
研究設計 (Research Design):
本研究は、数値シミュレーションと実験的検証を組み合わせて実施された。数値解析は金型充填中の流体挙動を予測するために用いられ、実際の鋳造品からの実験結果はシミュレーション結果を検証するために用いられた。
データ収集・分析方法 (Data Collection and Analysis Methods):
- 数値シミュレーション (Numerical Simulation):
- ソフトウェア: AnyCasting (FVMベース) [5].
- モデル: ランナーシステムと3つのside ingateを含むrotor core castの3Dハーフモデル (Fig. 4, Fig. 5)。シャフトとrotor coreは除外。
- 境界条件: Virtual die.
- メッシュ(Mesh): 約16,000,000セル。
- プロセスパラメータ: Core length 230mm, 金型材質 SKD 61, 金型予熱温度 200°C, rotor core 初期温度 25℃, cast 注入温度 680°C, プランジャー最高速度 4,500 mm/sec, cast-mould 間熱伝達係数 0.02cal/cm²·sec·°C, 周囲温度 25℃。
- 解析: 時間経過に伴う充填パターンの評価 (Fig. 6) および特定断面 (Section-1, Section-2, Section-3, Fig. 7, Fig. 8, Fig. 9, Fig. 10) における流動特性の解析。
- 実験的検証 (Experimental Validation):
- 方法: 研究対象の条件下で生産された実際のダイカスト回転子の下部end ringの切断。
- 解析: 切断面の目視検査による気孔 (porosity) などの鋳造欠陥の確認 (Fig. 11)。
研究テーマと範囲 (Research Topics and Scope):
本研究は、特定の小型2極誘導電動機回転子のダイカストプロセスに焦点を当てた。範囲は以下を含む:
- 既存の生産パラメータ(side gate、高速プランジャー速度)を用いた溶融アルミニウムの金型充填段階のシミュレーション。
- 上部および下部end ringとrotor core slotにおける充填順序と流動パターンの解析。
- 流動シミュレーション結果(例:渦流形成)に基づく欠陥(気孔)形成の予測。
- 下部end ringの実験的切断による予測された欠陥の検証。
6. 主要な結果 (Key Results):
主要な結果 (Key Results):
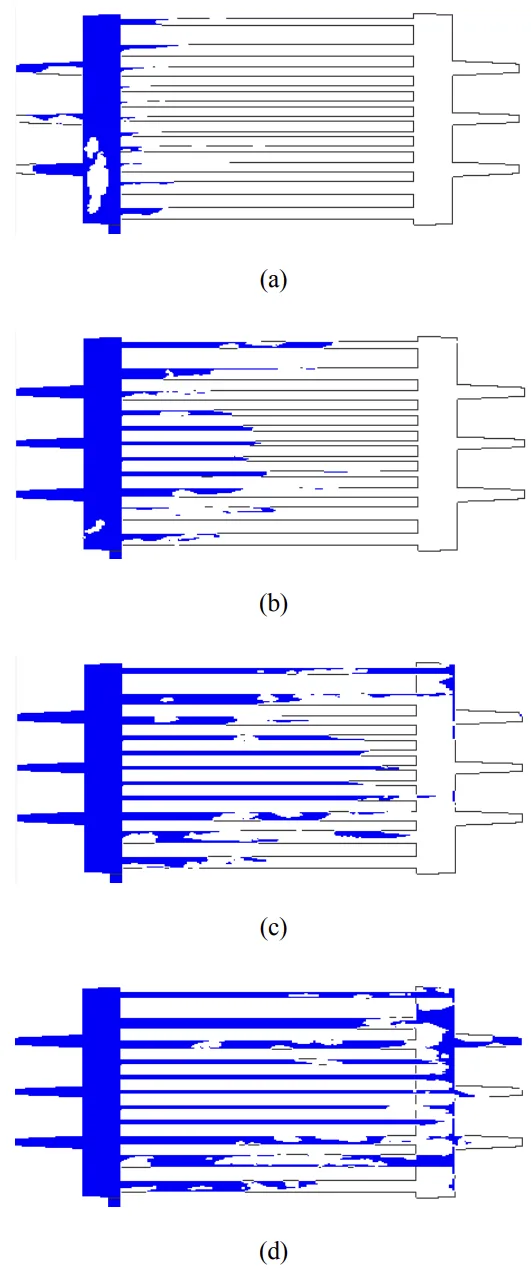
- シミュレーションによって決定された充填順序は、下部end ringから始まり、溶湯が水平に移動してcore slotと上部end ringを充填し、最終的にrotor core slot領域で充填が完了する。
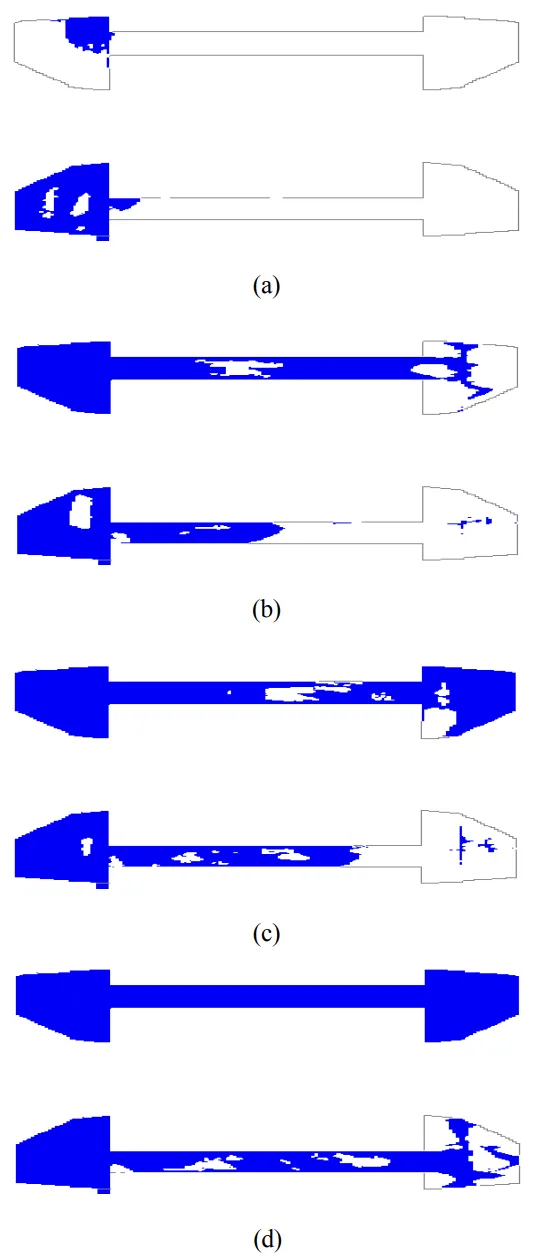
- シミュレーション結果は、下部end ring内、特にブレード(blade)形状周辺での溶湯流動の渦流(vortices)形成を示した。これは、この領域での空気巻き込みとその後の気孔形成の可能性が高いことを示唆した。異なる断面(Section-1, Section-2, Section-3)の解析結果は、差異はあったものの、一貫して下部end ringでの問題を予測した。
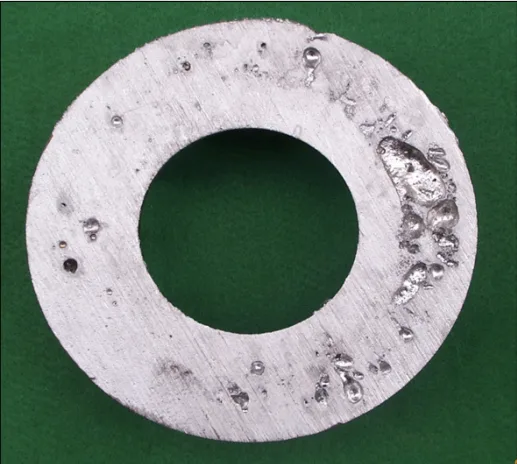
- 実際の回転子の下部end ring切断による実験的検証(Fig. 11)は、シミュレーション予測を確認し、断面全体に分布する相当な気孔(多数の大小の気孔)を明らかにした。
- 本研究は、健全な品質の回転子を得るためには、鋳造形状の変更やダイカスト条件の調整などの追加作業が必要であると結論付けた。
図のリスト (Figure Name List):
- Fig. 1. Configuration of Induction Motor Rotor
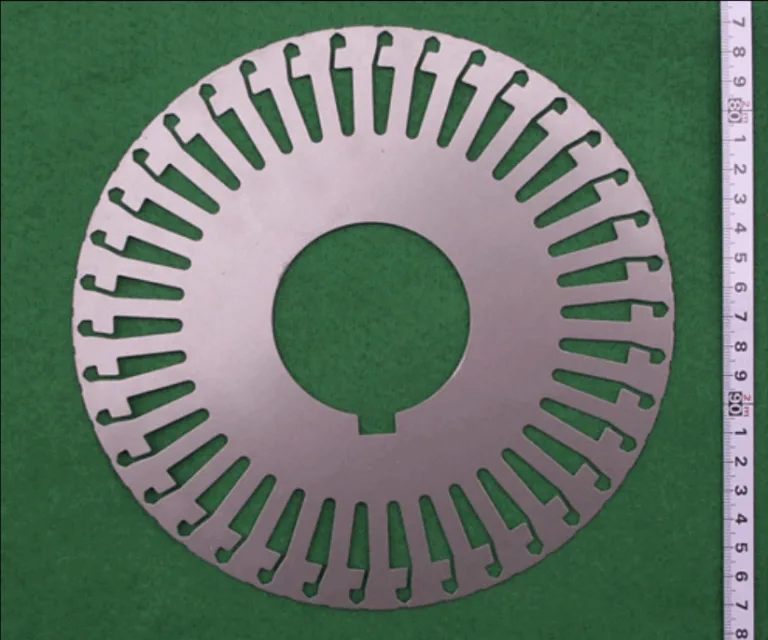
- Fig. 2. Shape of Rotor Core
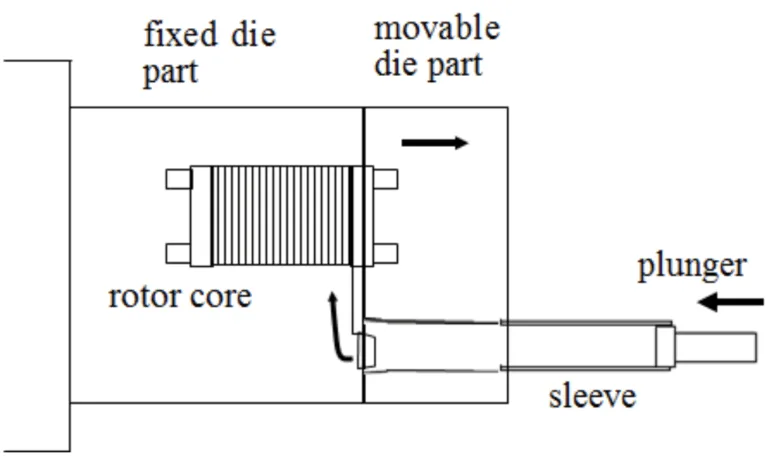
- Fig. 3. Schematic Diagram of Die Casting Equipment
- Fig. 4. Shape of Rotor Core Cast
- Fig. 5. Analysis Model of Rotor Core Cast
- Fig. 6. Filling Patterns of Cast Model (a) 10% (b) 20% (c) 40% (d) 60%
- Fig. 7. Evaluation Location of Cast Model (a) Section-1 (b) Section-2 (c) Section-3
- Fig. 8. Filling Patterns at Section-1 (a) 15% (b) 45% (c) 60% (d) 90%
- Fig. 9. Filling Patterns at Section-2 (a) 15% (b) 30% (c) 45% (c) 60%
- Fig. 10. Filling Patterns at Section-3 (a) 15% (b) 30% (c) 45% (d) 60%
- Fig. 11. Sectional View of Lower End Ring
7. 結論 (Conclusion):
本研究では、小型誘導電動機回転子のダイカスト時におけるアルミニウムcastの品質を数値解析と実験を通じて評価し、以下の結論を得た。
1) 充填解析の結果、溶湯は下部end ring部を先に充填し、水平に移動して上部end ring、core slot部を充填し、最終的にcore slot部で充填が完了することがわかった。
2) ダイカスト時の溶湯の充填様相を見ると、下部end ring部で溶湯の流動による渦流が発生し、欠陥発生が予測された。現場の実験結果から、下部end ring部の断面で多数の欠陥が発見された。
3) 良好な品質の回転子を製作するためには、cast形状の変更や作業条件などの追加研究が必要であり、これについては今後報告する予定である。
8. 参考文献 (References):
- [1] J. Campbell, "Complete Casting Handbook", Elsevier, 2011.
- [2] M. O. Durowoju, "Numerical Characterization of the Pores and the Determination of the Point Of Crack Initiation in Some Cast Aluminum Alloys", International Journal of Modern Engineering Research, Vol.3, No.2, pp.1229-1237, March, 2013.
- [3] R. Podprocká, J. Malik, D. Bolibruchová, "Defects in High Pressure Die Casting Process", Manufacturing Technology, Vol.15, No.4, pp.674-678, 2015.
- [4] B. G. Jeong, H. K. Kwon, "A Case Study on Developing Automotive Part(Housing) by Filling and Solidification Analysis", Journal of Society of Korea Industrial and System Engineering, Vol.38, No.1, pp.44-51, 2015. DOI: https://dx.doi.org/10.11627/jkise.2014.38.1.44
- [5] AnyCasting Co., Ltd., version 1.1
- [6] Y. L. Hsu, C. C. Yu, “Computer Simulation of Casting Process of Aluminium Wheels - A Case Study", Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol.220, No.2, pp.203-211, 2006. DOI: https://dx.doi.org/10.1243/09544054JEM381
- [7] Y. Otsuka, "Experimental Verification and Accuracy Improvement of Gas Entrapment and Shrinkage Porosity Simulation in High Pressure Die Casting Process", Materials Transactions, Vol.55, No.1, pp.154-160, 2014. DOI: https://dx.doi.org/10.2320/matertrans.F-M2013835
9. 著作権 (Copyright):
- この資料は、「박상철 (Sang-Chul Park)」氏の論文です。「誘導電動機回転子のダイカスト時における品質評価 (Quality Evaluations of Induction Motor Rotors during Die Casting Process)」に基づいています。
- 論文の出典 (Source of the paper): https://doi.org/10.5762/KAIS.2018.19.10.115
この資料は上記の論文に基づいて要約したものであり、商業目的での無断使用を禁じます。
Copyright © 2025 CASTMAN. All rights reserved.